案例研究(3) - DH快速弯管的高流畅性检讨  李胜男 / 德翰智慧科技公司 副总经理
date : 2017-10-08 前言
本文将藉由近期的一个石油业工厂的执行实案例,探讨德翰公司的「DH快速重型冷作弯管」技术(以下简称:DH快速弯管)的执行成效及高流畅性检讨。DH快速弯管技术是将传统耗用大量人力的工业配管作业,利用现代发展的大型数字化弯管加工机台进行一个大量的改良配管弯头(elbow)接头工作,以达到降低成本、降低工期、提升质量、降低品检负荷、降低日后维修工量、提高工厂操作安全度、提高管线内流体流畅度等多方面的成果。 关键词: DH快速重型冷作弯管, DH快速弯管,德翰,dehan,流体力学,管线压损 一、个案说明 建物工址:高雄市,工业区,石化业工厂。
建物分类:工厂作业区,具易燃性。
工程性质:维修。
特别要求:工期力求极小化、动火安全度极注重。
使用技术:新作管线部份采快速弯管。
1.1 前一实案例的探讨 在前一个实案例中 :「DH快速弯管的高安全性检讨」 (请详见本公司官网) [2],我们检讨案例中的新维修完成的高压油气管线,由数百个弯头 (elbow) 环口焊接接头中的一个出现了微破损焊接裂缝所造成的漏气现象,来说明两个简单的缺失点:(A) 焊接不是100%密实可靠、(B) 检验也不是100%详实可靠。 同时,也由同时进行的「DH快速弯管」之”弯头无焊接”的弯管及连续弯管,所提供的具体状况,来检讨传统弯头焊接和 DH快速弯管二者间的安全性进行比对。旁及,也触及二者工法上的不同,DH快速弯管所能提供的成本降低、高度工期压缩、检验简化/快速化、管线系统安全性提升、后续维修频率/幅度的降低、工厂运作的风险管理强化等多项比较,成效都令内行人士不得不眼前一亮。 这个安全性的实案例所展现的是可从管线的外观上,可视觉地、可触摸地认可DH快速弯管技术展现的弯管质量。由于未使用环口焊接,而是利用管线金属材质的延展性及大型数字弯管加工机具的应用,可以使管线系统的整体安全性向上提升一大步。
1.2 本实案例的探讨
本实案例将更进一步探讨管线内壁面的问题,这通常是人类肉眼无法直接看见的一面。由于工业管线内容物是压力流体(液体、或气体、或二者皆有),传统的管线系统必须借助焊接,来使得管线长度得以延长,并到达所指定的接口点 (Tie-in point)。流体内容物在管线中的流动,都是压力流,必须施加压力才能驱动,这些外加的压力多是来自泵浦 (pump) 的泵送。流体在管线中流动,会发生压力损失(通称”压损”),有来自管线内壁的摩擦压损,也有来自管线转弯的压损。 本文即是在探讨DH快速弯管技术所能提供压损降低的能力,这除了跟泵送的能源消耗有关外,和制程 (process) 关系密切。当然,直接干系的就是制程系统的「效率」问题,以及后段十数年的「维护」问题。
二、本实案例的状况介绍
本实案例是取一段工程中的一支排气管维修来作为解说。(见图2-1)
2.1 维修前后之对比  
▲图2-1:旧排烟管(左侧图)、与新排烟管(右侧图) 对比
在图2-1中所示的排烟管维修,乍看起来,好像没什么特点,就如同在家中厨房的排油烟机风管一般,好像是坊间水电工等级的而已嘛(别误会,没有贬抑的意思)。哈,别急,这是一条大型石化工厂实验室等级的排气管,材质可不是一般的排烟铝管,而是 5” SUS304 (OD 141.3 X 3.4t) 工业级配管(这在稍候会有更详尽的介绍)。案例中,这条排气管是全案工作中的一条,将拿来作为一部份功能的解说之用。因为此一管线是以排气为主,比起内容物为液体的管线,来的比较容易观查及解说。 维修完成后(图2-1右侧图)可以看见比起维修前(图2-1左侧图)的外观平滑太多了。这里说的不是指管线外表面的涂装光滑度,而是指流线程度的光滑,就像是飞机的气体动力学那种流线。一般而言,外表越是呈流线状,表示管线内容物在流通时,可以用较低的阻力通过,也意谓着摩擦阻力变小、压损变小、效能变好。
2.2 新的管线制作
让我们先来看看新管线的制作过程。 (1) 简易绘图:
因为是业主委托专业配管工程的公司维修,首先就会出现管线图 (因为工作不复杂,故直接以 ISO图表现),见图2-2。我们先假设您是专家,看得懂图,不多加解释了。若看不懂,就跳过去吧,下面有照片可看。 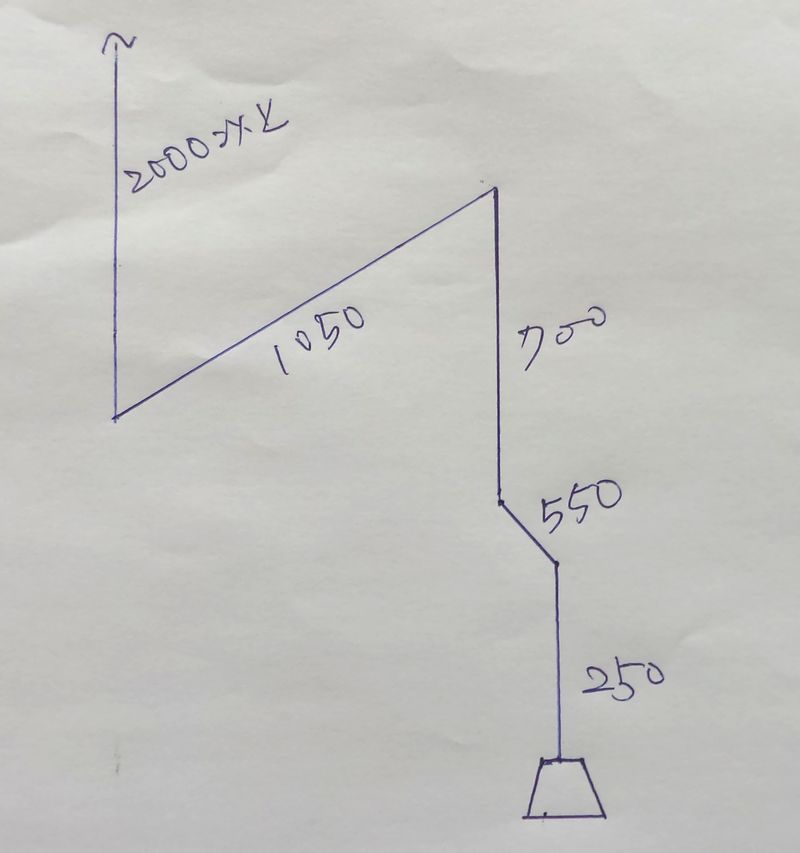
▲图2-2:实验室排烟管配管ISO简图
(2) 准备材料(管材): 因为所使用的管线是石化厂的工业配管等级,材料得经过业主认可(见图2-3)。一般的管材长度多为 6米长,DH快速弯管须在大型加工机台上使用适合的通芯顶杆,每一种尺寸及材质的管线之所需零配件都不尽相同。  
▲图2-3:准备管材(左侧图)、管材与适用的通芯顶杆(右侧图)
(3) 进行弯管加工: 管材有了,机台也具备,那就让我们来驯服这条长形物吧。本文只是篇简介文而已,我们也不想让读者花太多的心力在研读资料,故期望多以图片说明。DH快速弯管预制过程,见图2-4。  
 
 
▲图2-4:弯管制作(管线预制)连环照片 说实在的,观看 DH快速弯管的操作过程实在是一件很好玩的事,我们很欢迎您能有空实地来厂内实际观看,眼见为凭 (当然,商业考虑是必定的,勿见怪)。或则,我们公司下回合快速弯管技术展示会时,可来一齐同来参观指教(日期会很快到临的。您若有心,留话给我们吧)。 在图2-4的连续照片中,可以见到我们的数字弯管加工机台如何驯服这支 5”长管,将一条坚硬的钢管,驯化成绕指柔肠。当然,这只是管线预制的前段落,后面还有长度裁切、环口倒角修饰、涂装等工序 (对配管工业而言,这些全都还谈不上是什么难事)。以后我们会再加上更精细繁复的前后段工序,还包含数字数据链整合、销售渠道整合(总部)等,让这项技术更有看头。 在这里,我们还是不免要稍微自吹一下 DH快速弯管的成果。在图2-5中,可以见到这支5”长管一共有 4个弯头,若使用传统弯头环口焊接施工即是有8道环口焊(图中标号 1~8。每一弯头必有二个环口焊缝),大概要消耗掉 1.5 至 2.5 个人天的焊工及材料。基本上,这 4个弯头在数字加工机台上,只是 1 至 2 分钟的时间消耗而已;无焊材、无下角料、无检验、无裁切/研磨/噪音、几无人工,100%良率。
简单、完整、平滑、几无瑕痴,完美的工业作品。 缺工期吗?考虑一下吧。 缺预算吗?考虑一下吧。 要品质吗?考虑一下吧。 哈哈哈,以后可能就换成是您笑啦。若再坚持上世纪的古老工艺,可能是换您哭啰。 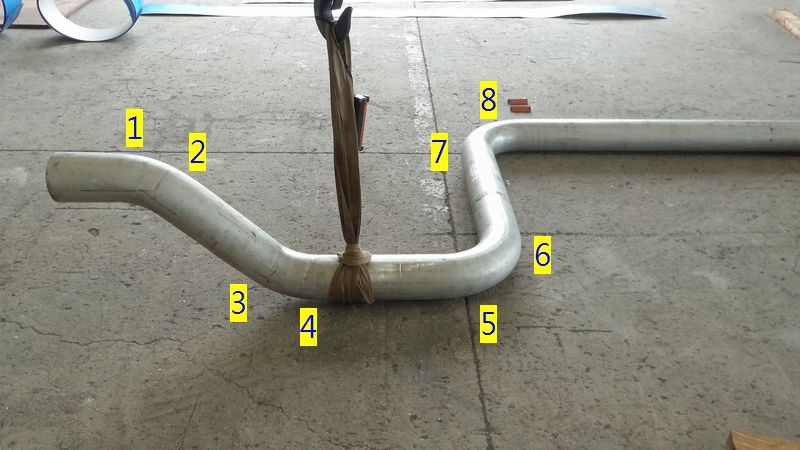
▲图2-5:DH快速弯管成果(4个连续弯头、3D立体弯头)
当然,我们也不免要提到:快速弯管仍会有不良品产生。图2-6显示,在操作不当的情形下,弯管处出现了管壁皱褶,可以看到明显的连续凹凸不平。这些管壁皱褶是无法被人工或机器再整平处理的,就算花十倍力气整理,也不漂亮;所以只有一个结果:报废重作。材料的耗损成本将由我们(加工方)来吸收,这也是在特规材料加工时我们会要求供料方必须提供一定裕度的材料备用的原因。 尽善尽美是很难天天达成的,有点苛求;揭露这项缺点,也是要让我们的客户理解和接受,机器再好,也不是万能的。这也是 DH快速弯管在出厂品检上可以达到 100%良率的原因,只要目视或手触即可检出瑕痴品,似也无需借助仪器。我们看许多电子科技厂,都会号称良率有多高,其实,也就是将不良品先一步淘汰而已;在 DH快速弯管中,我们也是在出厂前品检先淘汰不良品。 图2-6的下图中,在管壁皱褶的右侧我们可以看到许多沿着直管圆周面的轻微凹痕,那是弯管机台所使用的导模夹具在直管弯曲时,抓紧直管段辅助引导成形所造成的握痕。这些轻痕在弯管进入抛光/喷砂、涂漆后,即会消失,如同在图2-7中所见的光滑管面。读者不必在意。 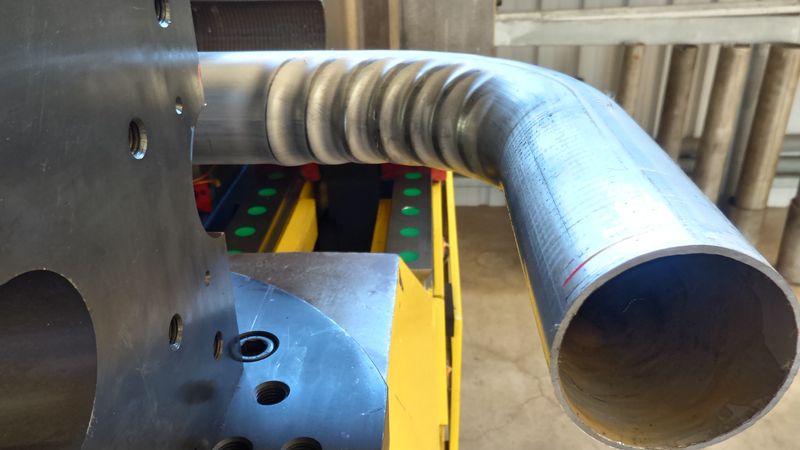

▲图2-6:弯管的瑕痴不良品-管壁皱褶
(4) 弯管成品: 在图2-7中,可以见到 DH弯管在抛光处理后的成品。相当的漂亮。焊接部品实在很难达到的(根本是不可能的)。  
▲图2-7:弯管抛光后的成品
三、DH快速弯管与传统管线弯头的比较
在这里,我们所要讲的传统管线的缺失,将会限缩在管线内壁面的缺失,不会漫天讨论,以致失焦。我们将先从传统管线实品案例来看 (这会很像在看医疗手术的切片报告一样)。
3.1 传统管线的缺失 让我们先来看一段管线切片照:  
 
 
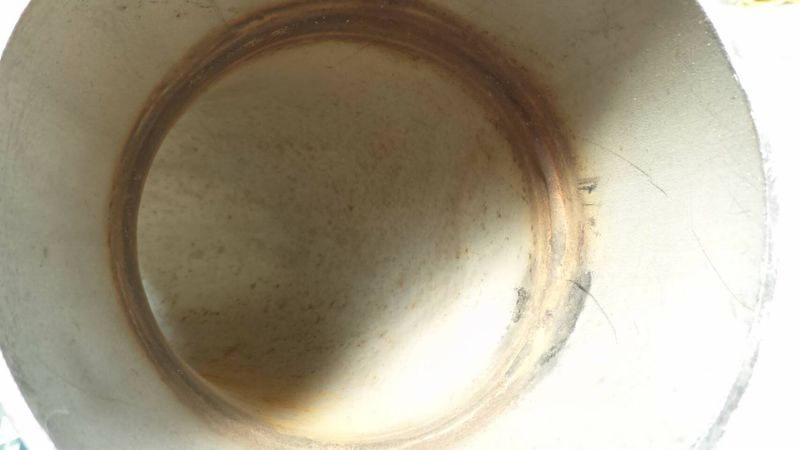 
▲图3-1:一段旧管拆除之管线(含弯头)的内壁焊道
一般我们看管线,都会优先注意到管线的外观,很少会留意到管线的内壁面(大概因为:看不到吧)。图3-1的连续图所示,是一段旧管拆除之管线(含弯头)的内壁焊道(还算新鲜,我们也不会用太老旧的管线来呼拢读者的)。先作一下交待,这管线材质是 4吋 sch.10s SS304 90度弯头。管线外观上似无太多的锈蚀,可能是 SUS 材质的关系;若是普通的碳钢管,就要看使用单位日常有无善尽维修维护之责了,简单讲,有在油漆啦。最左上图的中间,弯头 (elbow) 环口焊缝,位置仍非常明显,焊接、研磨、刷漆都可以让身材维持的相当好。 往下续看,管线内壁上,明显可见的重点有二:
(1) 环口焊缝附近的部位,有明显的氧化痕迹(锈蚀),但离开环口焊缝外的其他部位就显著少了: 在传统弯头施工上,使用了环口焊接来结合弯头 (elbow) 与直管 (pipe),两者间必须以高温(摄氏数百度,视材质及焊接工法而定)、焊条(中介材料)来结合二者,以形成管路系统组件。摄氏数百度的高温影响了管线材料的材质变化,也造成了很大的残余应力,使应力集中化。原有管材一经高温破坏,加速劣化。(参看图3-3) 一般管线施工现场,并没有如钢管轧制工厂一样,具有充裕退温设施的长轧制线,可以藉由退火退温来降低残余应力。加上焊条材质与管线不相同,会优先氧化(视情况),是这些环口焊缝出现焊道锈蚀的原因之一。这条管线是不锈钢材质 (SS304),所以未受破坏部位的锈蚀(氧化)并不明显;若是一般的黑铁钢管(碳钢管)材质 (如ASTM A106等),在环口焊缝附近的部位,就可以看到更加明显十倍的锈蚀状态。 不过,这个锈蚀问题不是本文要讨论的重点,留待以后再进一步说吧 (以后再找根很会锈蚀的黑铁管来作案例检讨吧)。 (2) 环口焊缝上有凸起的焊道物质: 在图3-1中,可以观查到弯头环口焊缝的内壁上有明显的凸起物(沿管壁呈环绕形),这是在管路建造时在弯头 (elbow) 和直管间进行环口焊接所必然造成的,焊道沿管口缘倒角进行全渗透打底焊接所造成的焊道余物,向内渗出于管线内壁面以内。通常这表示原有的配管施工是合格的 (视情形,仍有其他变量)。 这些打底焊接焊道突出物,高度可能高达 3至5 mm,形状可能是整齐的、或不整齐的(大抵视弯头接合处的缝隙误差而定,当然也与焊工师傅功夫有关),由于位于管线之内部,无法被清除(例如研磨),也无法以肉眼直接检查;若以非破坏检验,多为检查焊道是否符合要求,而非检查突出物。 对于管线内容物流体的流动而言,这些焊道凸出物是被视无益之物,它的存在反而会造成管线内径的缩小(流通面积减少)、及粗糙度增加(摩擦系数增加),每一个凸起都会造成流体的压损。本来,在管线流体流动上,直线段是摩擦力最小的 (不计入特别的管内Lining等),尤其是平滑的直线段更小,而弯头本身就是一个压损来源。流体改变了方向,可能从层流 (Laminar pipe flow)变成了紊流 (Turbulent pipe flow) (紊流会增加压损。一般层流经过弯头会变成紊流,会在过弯头之后约 5D长度后,才会恢复成层流)。如果在弯头两端各设置一环口焊缝,且有焊道凸出物形成,意即为管径内缩,当然会增加流体压损。老旧管线的管壁表面可能因为生锈或污垢沈积而变得更粗糙,故旧管的摩擦系數会大于新管的摩擦系數。 举例以图2-5中所示的连续 4弯管,以传统弯头配管施工方式,如果各环口焊缝有高度 5 mm 的焊道凸出物形成,好像不大,但可能会造成1%~2%的压损(视管径、材质、工艺等而定,变量很多),那就会增加了 8%~16% 的压损;若再多几个弯头,压损当然就会愈往上垫高了。熟悉工厂操作实务的工程师就很容易理解,这些压损在短期会造成设备加大(使用更大的泵浦)、耗能增加等负面影响,长期则会有管线系统效能降低、维修工作增加、安全风险提高等负面影响。 有时候,管线弯头与直管接合处间隙有时会很大,那么环口焊缝的焊接量就会很大,管材材质破坏度也会相应很大,最重要的是本文所讨论的「环口焊缝的凸出物」也会很大,见图3-2,有时会大到的令人惊讶。在此特别说明的是,上述这种情形多发生在工地安装的焊接施工,在工厂管线预制时一般较无此情形,接合处通常很靠近且较平整,但也非全不可能。此举例只是为了说明之用。 但,这些环口焊缝的焊道凸出物几乎是无法被移除的,系统效能的降低也是必然的。这才是本文要讨论的重点。 
▲图3-2:管线弯头与直管接合处间隙有时会很大
以日常生活的道路交通来作为举例说明:普通直线道路上的交通流量是最为稳定的,一遇到转弯处,车流量及车速就会降下来,若是连续弯路,那就更要降下来。为何?这就有点像「层流-紊流」的味道了。管线系统中的「弯头」、「连续弯头」就有点像了。 我们开车的人常遇到的事情是,在道路上偶会遇到一些阻路的东西,小一点的(或软一点的)可以直接辗过去的就算了,如果是硬的大的(例如路障、破轮胎等),太冲动就会有危险,自然我们开车车速也就要降下来。这就有点像管线系统中的「弯头环口焊缝的凸出物」了。Q=V*A,遇到「流通面积颈缩」,流量就自然降低、流速降,压损就产生了。 这两者都是目前管线中常必需使用到的工艺(传统配管工法),有缺点,但没解方。管线中弯头上,已经是要「减速」了,环口焊缝的凸出物更是要「更减速」,但工厂管线担负着一些生产任务,不容许「减速」的情形发生,宁可增加电力消耗、增加泵浦容量 (capacity),也要让流量充裕,否则许多的设备(如热换器、反应器等)都会彼此牵制,造成制程减损 (process down)。在上头的军令要求下,管线内容物的流量、流速必须维持一定,流体不分日夜冲击着「环口焊缝凸出物」也一定程度造成了环口焊缝的劣化。以石化工厂实务上,管线系统的损坏率,最高是法兰接头,其次是弯头环口焊缝,直管部位反而损坏率是最低的。 在图3-3中,可以看到弯头环口焊缝部位的损害。这些损害会直接造成工厂的维修负荷(成本增加、停机怠工时间拉长),更重要的是,增加工厂营运风险,如果是高危险性、高爆性、高污染性、高毒性工厂,风险更高。  
▲图3-3:管线弯头环口焊缝处极为容易损坏、穿孔泄漏
3.2 DH快速弯线的改进优点 检视在图2-7中所示的弯管成品,我们通常都只看到弯管平滑的外观,但却忽略了更重要的弯管平滑的内壁面。无焊接、无焊缝、无凸出物是 DH快速弯管技术的特性,这特性来自于冷作弯管的工艺,直接将直管在弯管加工机台上弯曲成形,弯管中的直管与弯头溶为一体,连续弯管更见其功效。 (1) 更平滑的内壁面:
DH快速弯管这样的冷作弯管当然会形成更平滑的内壁面(相较于传统的弯头环口焊接),直接的利益即是降低了管线内容物流体流动的压损,让管路系统更有效率。其他的长短期效益,就不再多言了,读者自己体会。 冷作弯管的工作原理,是不使用焊接的,直接利用直管原材料加以弯曲成形。拜现代数字科技的神速进步、及机械工业的发达,DH快速弯管更是精密、好用。在图3-4中,可以看见自 DH快速弯管所产制的弯管成品中,以人工轮切下来的切片 (注: 这本是为了弯管壁测厚之用途,刚好已切开,正合本案说明之用),直接目视检查弯管内壁是平滑、无凸出物阻碍的情形。管线内容物流体在 DH快速弯管中的流动应该是可以发挥到压损最低的情形的(弯头压损是无法避免的,但应极力降低),对制程需求、管线维护、风险管理都可以提供最大的帮助。  
▲图3-4:DH快速弯管切片,内壁平滑、无凸出物阻碍
(弯管和直管界面上所见的环状轻微痕迹是弯管夹具之压痕) (2) 更平顺的连续弯管(多弯管):
DH快速弯管藉助现代化的大型数字弯管加工机台,可以将同一支钢管,连续弯曲成多弯管型式。这种连续弯管构造将会使管线内容物流动时更降低压损(相较于传统弯头环口焊接)。 在图3-5中,DH快速弯管可以将工业级钢管依照设计要求制作成平顺的连续多弯管。 在图3-6中,DH快速弯管可以制作成更花俏的连续多弯管。 在图3-7中,DH快速弯管可以制作各式的弯管或连续弯管。 展示这么多,就只是为了让读者了解 DH快速弯管加工的多样性。平面弯管自不必多说,3D立体连续弯管更是配管利器,不只是常用的90∘角,连其他特定的角度(如45∘、60∘等皆可) 也可以简单操作成形。  
▲图3-5:DH快速弯管可以制作平顺的连续多弯管
 
▲图3-6:DH快速弯管可以制作的连续多弯管 
▲图3-7:DH快速弯管可以制作各式弯管
四、总结
四次工业革命:第一次工业革命是利用水力及蒸汽的力量作为动力源突破了以往人力与兽力的限制,第二次工业革命则使用电力为大量生产提供动力与支持,也让机器生产机器的目标实现,第三次工业革命则是使用电子装置及信息技术(IT)来校除人为影响以增进工业制造的精准化、自动化。工业4.0 的核心词汇是智能型整合感控系统,而且是高度自动化,可以主动排除生产障碍。[1] 工业配管是因应工业生产需求而产生,广泛存在于石化工业、能源工业、钢铁工业、甚至于军事工业等各领域,虽然技术不断进步,但配管工业似乎仍停留在「第二次工业革命」的阶段上,简单的判断指标是「仍在使用大量的人工参与生产作业」。 当时代不断进步,配管工业已逐渐进入了 3D状态(3d jobs : dirty, dangerous, difficult。日文是3K工作:肮脏、危险、辛苦),工作者的心态也不断的更新,现今的从业工作者也逐渐老化,年青人多不喜投身其中。 DH快速弯管的出现正是试图将配管工业拉往更先进的第三次工业革命,其至是「工业4.0」。DH快速弯管除了可以降低生产成本、缩短工期、提升质量外,更引进了数字精准生产、24HR生产等先进概念[2][3],并进一步再延伸;在本文的讨论中,可以看到,更可以降低工厂维护成本、提升制程产能稳定度/效能,甚至更上阶层可降低营运/管理风险。 参考文献: [1] 维基百科(2017-10-07查询),”https://zh.wikipedia.org/wiki/工业4.0”。
[2] 李胜男(2017),”DH快速弯管的高安全性检讨”,德翰公司官网 ,台湾。
[3] 李胜男(2017),” 快速重型冷作弯管技术简介”,德翰公司官网 ,台湾。
档案下载:
PDF檔 - (繁中) (简中) (注:可能与网页版会有部份文字润饰之差异)
技术洽询: email: service@dehantech.com
后记: - 对于工业配管行业而言,DH快速弯管是一个全新的工法与型态。本案是就一大个案中,举其中一条实验室用管线作为范例,来简易说明DH快速弯管的高流畅特性。对照DH快速弯管的前一个篇的高安全性检讨,与本案合并阐明快速弯管的外、内两种优良性质 (相较于传统的弯头环口焊接工法),相信可以让熟稔的工程同好们轻易了解。文中用句遣词有些简便俚俗,请勿见怪。(upd.@ 2017-10-13)
- 在后续的几次展览中我们接受到客户的提问,多次问及管线内流体的流动效能等。在此我们加拍了数张管线切片照片,以进一步阐述快速弯管的优异流动性。照片主要是由既有管线( SUS不锈钢管_4" sch.10 )沿着环口焊缝处予以直接轮切下来的(此处最能展示差异性)。不多作解释,由读者自行依实际照片判读。(upd.@ 2018-11-09)
 
▲图A-2-2:不锈钢管 4" sch.10 环口焊缝处切片(注意管内缘之焊材凸起)

▲图A-2-2:Quick-Bending 钢管弯 (管壁内与外表一样光滑)

▲图A-2-3:Quick-Bending 快速弯管切片 ( 5" sch.10 SUS)
|