案例研究(2)-DH快速彎管的高安全性檢討 
李勝男 / 德翰智慧科技公司 副總經理
date : 2017-09-09 
前言
本文將藉由近期的一個石油業工廠的執行實案例,探討德翰公司的「DH快速重型冷作彎管」技術(以下簡稱:「DH快速彎管」)的執行成效及高安全性檢討。DH快速彎管技術是將傳統耗用大量人力的工業配管作業,利用現代發展的大型數位化彎管加工機台進行一個大量的改良配管彎頭(elbow)接頭工作,以達到降低成本、降低工期、提升品質、降低品檢負荷、降低日後維修工量、提高工廠操作安全度等多方面的成果。 關鍵字: DH快速重型冷作彎管, DH快速彎管,德翰,dehan
一、個案說明 建物工址:高雄市,工業區,石油氣業工廠。
建物分類:工廠室外作業區,具易燃、高爆、高危險性。
工程性質:維修。
特別要求:工期力求極小化、動火安全度極注重。
使用技術:與現有管線接合處採傳統彎頭焊接;新作管線部份採快速彎管。 二、DH快速彎管的工期壓縮能力
對於具高爆、高危險性的石油氣業工廠儲槽區管線的維修作業,一向都以工期短、安全要求高聞名。由於工廠內管線內容物都是易燃性的油氣體,見火即爆,即使在管線吹驅後,仍存在一定的危險性。管線修護時要求的工期相當短,以期能在最短的時間內恢復系統運作,工期短也使得必須動用大量專業焊工人力,去處理大量管線焊接作業。 DH快速彎管的工期壓縮能力的來源有三 (隨便提幾個吧):
(1) 成本較低,彎頭不必特意採購: 管線中存在彎頭(elbow)是無法避免的。在進行維修前,廠內一般都會先期採購大量的各種管徑彎頭,提供給包商配管施工時使用(由於維修的量太低、工期太短,彎頭零件一般都由業主方直接採購供料)。採購彎頭是必須提前進行的,管徑和數量都是預估的(會先清點,但疏漏難免,每每都必須追著料件跑或調借用),會與真正進行的維修工作所需的數額不一樣,所以業主方有時必須被迫多買,形成庫房堆置。多買浪費,少買會被痛駡,不得不然。彎頭以90度彎頭為主,其他角度(一般為45度)則必須另為裁切,有時會形成材料浪費。
DH快速彎管的特色是直接利用「直管」進行彎曲,角度可以在數位彎管加工機台上選用,大抵並無限制 (機台不是萬能的。不可否認,這還是有限制的,但不影響配管工作)。直管的採購、取得、庫存比較容易,成本也較低許多。直接使用直管彎曲,明顯的,成本會下降許多。容易取得,意即:時間也會節省。 (2) 成本較低,管線彎頭不必特意焊接: 工業配管的管線大多是由直管和彎頭構成(當然還如法蘭等,但數量上不足比)。一般彎頭多是90度彎頭為主,兩端接於直管,所以每一個彎頭兩端就需要兩個環口焊縫。一場大型石化建廠,動輒到達數十萬、上百萬Dia-inch焊縫。管線直徑越大,環口焊道越長;管線壁厚越厚,環口焊道越深越寬,也就是越花人工、越花焊條。例如圖2-1的左圖所示,一個連續4彎管,共可以節省8道環口焊道的人工焊接、且節省4個彎頭(elbow)。  
▲圖2-1:快速彎管,此一連續彎管可節省8道環焊(圖左),各式角度彎管(圖右) 以3吋管(如ASTM A106)為例,每一環口焊道的焊接施工,包含前置的放樣、裁切、倒角切削、焊面研磨、運搬、對準(假固定)、人工焊接、檢視補焊、焊後磨平、標示、再加上必要的檢驗(如PT/RT等),使用人工大約是1.5人(包含專業焊工及輔助工),所需時間大約是1至3小時。如上種種,可以得知耗費的工序繁複及成本高昂。配管業使用工人多,對經營者或管理者而言,實務上管理耗費心血繁多,不是可以計量的;善待員工與善待自己是個哲學問題,通常不是法律可以輕易解決的;讀者如果層級夠,相信可以感同身受。 DH快速彎管的特色是直接將「直管」弄上加工機台,大約花5至30秒的時間,即將一個3吋管彎曲完成(還包含兩個環口端,非焊接環口焊縫),如圖2-2所示。若像圖2-1的左圖的連續4彎管,大概也花不了2分鐘(總還是要挪一挪、標定一下。sorry,我們還沒有完全自動化)。對於熟手的朋友,大概不必多作敘述了:「時間省太多了」。容小弟再補一腳:「成本省太多了」。

▲圖2-2:直管在數位彎管加工機台上進行冷作彎管
(照片中管材為4"_SCH.40S , A106) (3) 成本較低,減少彎頭環口焊接的檢驗: 沒有彎頭(elbow),就沒有環口焊道,當然就沒有焊道檢驗。
傳統的彎頭焊接,焊道檢驗一般採用非破性檢驗的PT/RT檢驗,由於委託第三方檢驗公司進行,必須要累積有一定的部品預製量規模,才能降低檢驗師傅的出工時間(成本);常是需要等一段時間的焊接工作累積,才會統一進行。所以常會在預製場上看到滿地堆置的預製成品或半成品,效率低、耗時、佔地、要多花人工整理。 DH快速彎管的特色是直管與彎頭相連成彎管,沒有焊接(環口焊),所以焊道檢驗就省下來了,時間節省了,當然成本也節省了。圖2-3所示的即為6吋彎管加工機台的適用管材(部份)。
那 …… DH快速彎管如何檢定其品質呢?一般都使用「減薄率」來標定。當「直管」在加工機台上彎曲成「彎管」時,雖然有穩固的導模加以圍護,但金屬材質的管壁仍會有「減薄」,與原始的直管壁厚相比,即可得到「減薄率」。圖2-4所示的即為彎管成形後的管材減薄率(部份尺寸)。傳統的彎頭(elbow)在加工廠製作時,常利用高周波加熱再予以彎曲成形,其實也是有「減薄率」產生,只要合於規格即可。
DH快速彎管成品,可以在機台旁側直接利用超音波測厚器材,即時檢驗其壁厚,是一個幾乎是立即產生的檢測數據。必要時,將彎管切片下來作厚度檢驗也可以(參考圖3-7)。 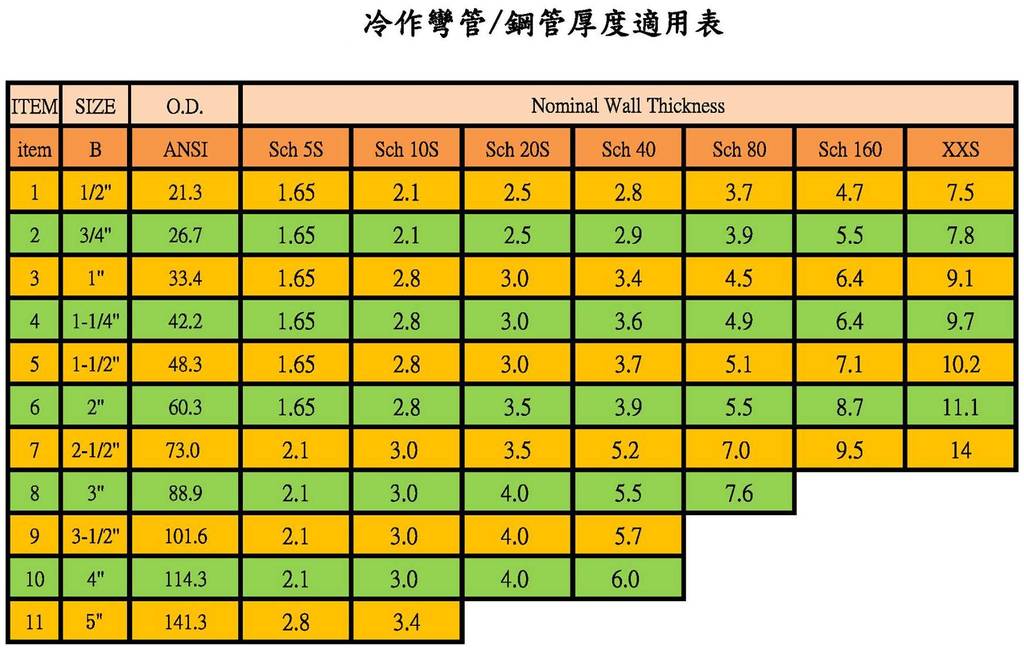
▲圖2-3:快速彎管,厚度適用表 (1/2”至5”管等級) 
▲圖2-4:快速彎管,真圓度及減薄率
講到這裡,順便談一下殘餘應力的問題。傳統的彎頭(elbow)在彎曲加工時也是有殘餘應力產生,只是借由加熱退熱的過程,盡力使殘餘應力降低,並非沒有殘餘應力。而傳統的彎頭在進行彎頭環口焊接,人工電焊產生的數百度高溫以熔接彎頭母材、直管母材、焊條,使其結合,對母材造成永久性的傷害,當中所產生的局部殘餘應力才是真正嚇死人的高(可能高達50%),如圖2-5所示。(注意喔,這是說"局部"殘餘應力,不是"全部"。在管線彎頭環口焊道中,只要有一個點的殘餘應力超高,日後即可能從"該處"發生破損,這有點像應力集中的味道。)
而在圖2-6的照片中,我們可以看見實際工廠運作的損害控制中,除了法蘭接頭外,在管線中最容易發生狀況的部位就是彎頭和直管接頭焊接部位 (註:為什麼老是在這地方出狀況呢?此處最脆弱,合理推測可能是高溫燒焊後的應力破壞或焊工疏失吧!工廠操作維修量很高),反而彎頭及直管比較少出現損害管理缺失。熟悉工廠運作的操作主管人員應是最能理解了,這也是工廠危機管理控制的重點。這也是我們發展DH快速彎管的目的之一:降低管線破損災害的發生率,相對應提高工廠運轉安全性。 
▲圖2-5:傳統的管線彎頭預製,環口焊道會產生高溫破壞
 
▲圖2-6:傳統破管搶修止漏(左圖)與焊道旁管線母材穿孔洩漏(右圖) DH快速彎管主要是將「具有延展性」的金屬管(例如ASTM A106材質的直管),加以冷彎加工成所需要的彎管,所產生的殘餘應力相對於高溫焊接的殘餘應力,來的少很多。只有在不良的操作下才會產生不合格品,如圖2-7所示,這些瑕痴幾乎可以肉眼檢視或手觸得知,不良供應商是絕對無法閃避掩飾;這是品檢上的優點,幾近100%出廠良率。  
▲圖2-7:彎管良品(圖左),操作不良時會產生殘次品/管壁皺褶(圖右)
談到這裡,好像不知道是在談「節省工期」,或者是在談「節省成本」?或者應該說是「以上皆是」。
上述的資料,讀者可以在德翰公司官網 (www.dehantech.com) 於2017-07-01公布的「快速重型冷作彎管技術簡介」文章中找到更進一步的應用資料。
三、DH快速彎管的優異彎頭品質
前面談的是錢和時間,現在藉由實案例來談一下主題:「DH快速彎管的高安全性」。  
▲圖3-1:本案例中的管線微破損,臨時止漏 (傳統環口焊接) 在圖3-1的照片,是在本案例中的管線微破損情形,被發現該處(新維修完工)的管線中有洩漏氣體的狀況,而加以臨時止漏的照片。這是一家石油氣工廠儲區的輸送管線,管線內容物是易燃易爆的壓力氣體。該處剛完成了維修作業 (是我們的夥伴公司所承攬),在各個管線工作完成面都進行了必要的檢驗及巡查,才交接給業主運轉。但在廠方運轉後的安全巡檢中被發現管線中有洩漏氣體的狀況,流量讀數也出現異常,只好一支一支的管線逐步逐條的檢查,費了好大工夫,才發現洩露點,臨時先以止洩帶及手工夾具予以固定。再立即進行修護工作,更是風險戰戰競競,配合以三條氮氣進行吹驅,輔助安全,才敢進行現場補焊修漏。
事後想來,更真的是「心驚膽跳」不已,配管這行飯真的是「不好吃」。相信業主方人員也是怕的要死,若等到一段時間(如保固期過了),工廠操作人員的生命健康及飯碗可能就有問題了。這種危險洩漏的情況在所有的工廠、所有的管線公司,其實都會發生、也都曾經發生,有些工廠還履履發生(可能因工廠太大、分廠太多、操作不熟悉、或者管線內流體特殊性有關,無法一言蔽之。事後大多被歸類到機械異常,哈,大家都沒責任)。只要發生一次,工廠內雞飛狗跳、工廠外抗議不斷、行政上處罰不輕、有時司法上難以脫罪。最好是不要發生為佳。 實際上,指派擔任焊接工作的也是十數年經驗以上的專業老焊工,不能說是經驗不足,但還是出現百密一疏之遺憾。真要是發生氣爆情況,可能又是一場大災難,施工商賠不完,對附近居民傷害很大(因為地狹人稠,台灣的工業區幾乎和住宅區相比鄰,安全影響無法避免),對工廠經營管理層的威嚇也很大,尤其是現在的法律要求、刑度及罰金更高了,更遑論居民/環團的環保抗爭了。我們經驗裡,這種類似的情形,也在其他的工廠都發生過。石化工廠被列為高危險場所、嚴加看管,不是無因。
事實上,台灣地區由於各種人力問題,包含年輕人較無意願擔任辛苦/危險的焊接體力活,石化業的工程投資額也逐漸縮減,導致配管業工作接案量不夠穩定,影響人員雇用等情形,管線配管業的人員也都驅於老化,能留下來的都是老焊工了 (為生活操勞、為家庭負重),現場可見的許多都是頭髮灰白的中壯年員工了。(接案工作量不大時還好,工作量一大,就容易出現狀況,這是人力銜接上的問題。配管工程不像營造業,可以輕易以外勞人力填補,多只能使用本地焊工。這一段說明的是:配管業長期經營下的人力困境,有必要以機械化取代部份人力,以求企業的高值化,也讓年輕人願意來就業。) 事後,我們重新作了一段改進檢討。使用專業焊工、仔細的焊接作業、紮實的管線材料及焊條、逐條逐項的檢查等,都是我們日常很謹慎、很規率、很習慣的作業要求,焊工也很守本分,焊道也都逐一檢查,為何還是會出現氣體洩漏問題?
(1) 人工焊接無法百分百免除焊接瑕痴: 專業焊工是經過嚴格培訓的焊工,可以極力降低焊接工作錯誤的發生率,但是無法完全消除。人畢竟不是神,再專業的焊工也還是人。
以下的因素都會影響焊接成品品質:專業焊工體力上的負荷(包括長工時的工作、加班、熬夜等)、工作時的心情/心理狀態、工地的工作場所環境差(預製場可能好一些)、天候(風雨)、輔助工具、輔助人員等,甚至老婆吵架、老闆發不發薪水等,都可能是錯誤發生原因。圖2-5中可以見到焊接工作是辛苦的體力活。這些負面的影響因素,一旦造成了焊道上的瑕痴(如:微裂痕、焊道缺損等),都可以造成很大的傷亡災難。
可以想像得到,每 1,000 米的焊接中,只要有一處失誤,就可能會造成重大工安/公安傷亡;當然,是要想盡辦法,盡可能地防止這種失誤,至少,要能盡可能降低失誤發生率。 在本案例中,其他的新作彎頭我們使用了DH快速彎管製作,並未發生洩漏的情形。例如圖3-2所示是案例中的其他配管情形,圖中間的管線中,標號1/2處使用了DH快速彎管,標號3/4處則為傳統環口焊接(因為要與法蘭或三通接合),圖右的標號5則是更長的多重連續彎管。我們可以見到1/2/5處的DH快速彎管是完全無接點的平滑程度(不是人工研磨的),完工時我們明顯看到業主方人員幾近讚歎的欣賞表情,不只是安全,還包含一份工業級作品的優美與優雅曲線 (哈,學工科的人,看法比較單純,美就是美,沒有修飾語助詞)。相信您如果是行家,應該可以理解。 
▲圖3-2:案例中的配管情形-單彎管(1/2/5為DH快速彎管,3/4為傳統環口焊接) 在圖3-3所示,是同案中使用DH快速彎管的連續彎管情形。施工商老闆看到的應該是標號1/2/3/4所省下的4個環口焊道的金錢成本吧。我們則是看到所能省下的時間成本,可以讓我們使用更少的焊工人力,尤其在這個專業焊工不易找得到、養得成、留得住的時代,能以半自動機械化的方式來運作更大、更精密的配管產能。
在圖3-4所示,是同案例中使用DH快速彎管的管排情形,相同的管徑/彎徑/造形,可以體會到快速彎管加工也可以使用到 ”Copy”(複製) 的指令吧,我們的機台作到了。 
▲圖3-3:案例中的配管情形-連續彎管 (DH快速彎管)

▲圖3-4:案例中的配管情形 - 管排 (DH快速彎管) 理論上,DH快速彎管加工機台是可以24小時作業的 (很像7-11超商吧!)、電腦控制數位化作業、精確度很高,這樣… 您可以體會到和傳統的配管方式的差異有多大吧!
除了彎管加工外,我們更將他們發展為可以產生其他更高的附加價值產品及服務 (以後再介紹加盟系統總部計劃、自動化工廠等)。
(2) 檢驗也無法百分百檢出焊接瑕痴: 檢驗是驗證成品品質的唯一途徑。
傳統配管工程,彎頭(elbow)都是自加工廠或貿易商購入,基本上都有標示型號,沒有檢測的必要(有無瑕痴並不清楚)。直管更是大宗物資,也無檢驗必要(管材廠是大廠,瑕痴應該沒有,否則這管材廠大概無法在業界生存)。彎管成品的主要檢測點是在彎頭與直管介面的環口焊道,一般都採用PT/RT檢驗,委由第三方公司進行檢驗,檢測都有一定比例的樣本抽測率,但要作到 100% 就比較困難點(成本與工期)。 DH快速彎管是冷作彎管類,由加工機台彎曲後,成品管壁厚度的減薄率可以直接使用「超音波測厚儀」予以直接量取讀數(屬非破壞性試驗)。坊間市售的超音波測厚儀有多種廠牌可用,歐、美、日、中、台產的都相當普及,價格約為台幣1萬至數萬元不等,取得管道十分容易。如圖3-6所示為台灣市場中可取得的幾家超音波測厚儀,提供參考(註:資料是隨意自網路上搜尋下來的)。業主或委製客戶可以委由第三方公司檢測,也可以自備儀器隨時隨地進行檢測。在我們自家工廠產製的彎管,在出廠前可以為客戶量測合格與否,以確保彎管成品的品質受到嚴格控管;如果客戶要求,也可以作到百分之百的檢測 (在商言商,價格是跟服務要求相互連動的)。  
▲圖3-6:市場銷售的幾款超音波測厚儀
(資料來源:全華精密公司、益瀚國際公司網站)  
▲圖3-7:彎管切片,準備作壁厚量測 (減薄最大處在彎管凸緣中央) 客戶也可以要求切片檢驗(屬破壞性試驗),將管片切下來,作厚度量測,如圖3-7所示。但此方式手續繁複、相當耗時、成本也高。既然時代已進步到「超音波測厚儀」機器都已經面世,費用不多、使用極便利、人員操作容易、通過各類國際標準認證(如 ASTM E 797、EN15317 等)、數據信任度也夠,我們建議直接使用機器為佳,沒必要重回石器時代吧!似乎沒什麼懷舊價值吧。
低成本、快速、精準、數位、環保無耗材、隨時隨地皆可進行、無等待浮時是快速檢驗的特色。甚至可以連上電腦作後段的海量資料處理作業,形塑出彎管成品產命履歷、信任度,有助於部品零件品質掌握,對於要求度高的高科技或生技產業,極為適用。
這一段主要在描述DH快速彎管的檢驗如何趕上時代的要求,作一輔助性敘述。
四、結論和建議 談不上什麼偉大的結論與建議,只是隨便講講,同業同好們參酌參酌。 對於傳統的工業配管工程而言,DH快速彎管是個新技術。從來,新技術進入一個舊市場,都是一定會被質疑、抨擊、排擠的,從來都是如此。不光是技術那麼簡單,更牽動到既有市場的變動與業者的防禦,前進與保守的兩力拔河,不可免。
但工業發展史和人類歷史也告訴我們一些已經發生過、以及正在發生中的事實:
新技術取代舊技術,不可避免;傳統認知的改變只是時間早晚的問題罷了。 本文藉由實案例的事實介紹,期以重新對於DH快速彎管和傳統彎頭予以比較,來發現更好的技術應用層次。在本案例中,傳統彎頭的環口焊接是使用了行之數十年的專業焊工的人工焊接(慢工細磨);而DH快速彎頭則是使用了最新的科技產品—大型數位彎管加工機台,來進行將直管彎曲成彎管(快速成形)。兩者之間,不論使用的人、機、料、工作方法、思惟、檢驗、安全性考量、耐久性、施工速度,甚至是比較市儈氣息的成本與利潤的商業性思考,都確實存在極大的差異。
以前的彎管機只能作簡單的彎管,而且只有薄管,例如常見的不鏽鋼欄杆等;簡單的講,就是「把管子彎曲了」而已。在工業級配管領域,須耐高溫、高壓、內容物特殊(如具腐蝕性、毒性、擴散性、污染性、易燃性、或高爆性等,相當危險),管線材質要求高,管壁厚度也較厚許多,一般現有彎管機是無法運用克服的。現在,大型彎管加工機台研發出來,出力更大、可彎管壁更厚、可彎管外徑更大、可彎彎曲半徑更小 (傳統彎管多只能到達 3DR,DH彎管可達 1DR 至 1.5DR)、導模更複雜精密,才能運用於工業級配管上。並借助台灣強項:電腦硬體能力,來使彎管得以數位化、自動控制、甚至資料大量處理,使得效益更佳、產能更大。
使用自動化機械生產,取代傳統的人工生產,是一個不是你我可以力阻狂瀾的「世界趨勢」。 工業強國德國2012年就提出了「工業4.0」(Industry 4.0)藍圖、美國2014年--「AMP」(Advanced Manufacturing Partnership)、韓國2014年--「製造創新3.0」(Manufacturing Innovation 3.0),連中國也宣告啟動「中國製造2025」(China Manufacturing 2025),無一不是要使國家工業生產搭上智能化、自動化、高規格化的高速軌道。
台灣則是在 "講" 「生產力4.0」,調子是高了,但似乎有點行動闕如。工業配管行業是一個耗費大量勞動力的傳產行業,雖然談不上完全自動化,但作到半自動化的程度,還是可以努力達成的。德翰公司的DH快速彎管就是朝向此一目標前進,我們也希望有一天,配管工業可以真正的「生產力4.0」。德翰公司技術並不遜於世界強國。
檔案下載: PDF檔 - (繁中) (簡中) (英文版)
(註:可能與網頁版會有部份文字潤飾之差異)
技術洽詢: email: service@dehantech.com 製作工廠:潁璋工程興業有限公司 、Facebook
後記:
1. 這篇簡文本是針對石化管線的彎頭環口焊道的微破損發生情形的檢討,及預防未來的隱患而寫的。 2. 原本這只是一件極為普通的管線維修案,十多年經驗的專業焊工駕輕就熟,對於擁有四十餘年工作經的專業配管公司本應是輕鬆愉快的工作。但事後發現的破損洩漏,讓整個案子變的有點棘手。在這個案子裡,我們注意到傳統彎頭的環口焊接是最不穩定的地方,焊工素質當然是有影響,檢查檢驗方式也有影響,但一定就可靠嗎?1,000個接頭,只要有1個接頭出問題,在某年某月的某一天就可能變成一件大問題了。(這個意思是焊接時只要焊工的手多抖幾下或多停留2秒鐘,或是停下來抽支煙,都可能造成未來的隱患。因為"人工使用" 本身就是一件不能100%確定的事情) 石化工業的管線,非常注意安全要求,管線內容物特性複雜,且都是壓力管(內壓力)。管線內流體日以繼夜的流動,會逐漸沖擊(流動會有動能)、侵蝕(跟流體物性相關),只要整個環口焊道上有一個小缺點(如焊道破損、不足、或是焊材結合不密實等,彎頭環口焊道本就是整條管線上的最大弱點所在),在長時期的作用下,會逐漸將一個小洞擴大成一個足以危害的大洞,那時災害就會隱現,隨時爆發(特別是管線內容物是易燃或易爆特性時,像本案例即是),「水能穿石」就是類似的道理。很多的石化工廠突發性災害,可能都來源自這種隱患。 所以我們必須針對這種問題加以預防。方法是「減少彎頭的環口焊道」,當然最好是完全不使用環口焊道(消失是不可能的,減少才是務實藥方)。剛好在案例中,我們也使用到DH快速彎頭,正好用以一併檢討。基本上,那是不使用彎頭環口焊道的方式。在一個案中,要使用 1,000個環口焊道,若能減少其中 2/3 的量,不只是成本降低、工期縮短,對完工檢驗、日常操作巡檢、安全維護、都是極具正面價值的作法。 以往,因彎管加工機具的能量不足,無法滿足石化管線的要求,只能依循傳統人工焊接的作法來處理彎頭。現在,大型彎管加工機台已在台灣開發出來,主要是針對重型管線(厚管)而開發,已能夠充份滿足石化管線需求。借助直接彎管功能,降低環口焊道的數目來提升未來災害預防的效果,降低破管隱患,相信對於工廠運轉的危機控管是有極大幫助的。當然,太大口徑的管線由於需求量少,是不可能列入到加工機台的近期開發行列當中 (商業社會,量力而為,有量才有機台)。目前數位彎管加工機台的開發,能量上已到達 12” 管,實用上仍以 6” 管以下為主。(upd.@2017-09-12) 3. 焊道外觀缺陷簡述: 外觀缺陷(表面缺陷)是指不用藉助於儀器,從工件表面可以發現的缺陷。常見的外觀缺陷有咬邊、焊瘤、凹陷及焊接變形等,有時還有表面氣孔和表面裂紋、單面焊的根部未焊透等。 A、咬邊:是指沿著焊趾,在母材部分形成的凹陷或溝槽,它是由於電弧將焊縫邊緣的母材熔化后,沒有得到熔敷金屬的充分補充所留下的缺口。產生咬邊的主要原因是電弧熱量太高(即電流太大)、運條速度太小所造成的。焊條與工件間角度不正確、擺動不合理、電弧過長、焊接次序不合理等都會造成咬邊。直流焊時,電弧的磁偏吹也是產生咬邊的一個原因。某些焊接位置(立、橫、仰)會加劇咬邊。
咬邊減小了母材的有效截面積,降低結構的承載能力,同時還會造成應力集中,發展為裂紋源。
矯正操作姿勢,選用合理的規範,採用良好的運條方式都會有利於消除咬邊。焊角焊縫時,用交流焊代替直流焊,也能有效地防止咬邊。 B、焊瘤:焊縫中的液態金屬流到加熱不足未熔化的母材上、或從焊縫根部溢出,冷卻后形成的未與母材熔合的金屬瘤即為焊瘤。焊接規範過強、焊條熔化過快、焊條質量欠佳(如偏芯),焊接電源特性不穩定及操作姿勢不當等都容易帶來焊瘤。在橫、立、仰位置更易形成焊瘤。
焊瘤常伴有未熔合、夾渣缺陷,易導致裂紋。同時,焊瘤改變了焊縫的實際尺寸,會帶來應力集中。管子內部的焊瘤減小了它的內徑,可能造成流動物堵塞。
防止焊瘤的措施:使焊縫處於平焊位置,正確選用規範,選用無偏芯焊條,合理操作。 C、凹坑:凹坑指焊縫表面或背面局部的低於母材的部分。
凹坑多是由於收弧時焊條(焊絲)未作短時間停留造成的(此時的凹坑稱為弧坑)。仰立、橫焊時,常在焊縫背面根部產生內凹。
凹坑減小了焊縫的有效截面積。弧坑常帶有弧坑裂紋和弧坑縮孔。
防止凹坑的措施:選用有電流衰減系統的焊機、盡量選用平焊位置、選用合適的焊接規範、收弧時讓焊條在熔池內短時間停留或環形擺動、填滿弧坑。 D、未焊滿:未焊滿是指焊縫表面上連續的或斷續的溝槽。填充金屬不足是產生未焊滿的根本原因。規範太弱、焊條過細、運條不當等會導致未焊滿。
未焊滿同樣削弱了焊縫,容易產生應力集中。同時,由於規範太弱使冷卻速度增大,容易帶來氣孔、裂紋等。
防止未焊滿的措施:加大焊接電流、加焊蓋面焊縫。 E、燒穿:燒穿是指焊接過程中,熔深超過工件厚度,熔化金屬自焊縫背面流出,形成穿孔性缺。
焊接電流過大、速度太慢、電弧在焊縫處停留過久,都會產生燒穿缺陷。工件間隙太大、鈍邊太小也容易出現燒穿現象。
燒穿是鍋爐壓力容器產品上不允許存在的缺陷,它完全破壞了焊縫,使接頭喪失其聯接飛及承載能力。
選用較小電流並配合合適的焊接速度、減小裝配間隙、在焊縫背面加設墊板或葯墊、使用脈衝焊,能有效地防止燒穿。 F、其他表面缺陷:
(1)成形不良:指焊縫的外觀幾何尺寸不符合要求。有焊縫超高、表面不光滑、以及焊縫過寬、焊縫向母材過渡不圓滑等。
(2)錯邊:指兩個工件在厚度方向上錯開一定位置。它既可視作焊縫表面缺陷,又可視作裝配成形缺陷。
(3)塌陷:單面焊時,由於輸入熱量過大、熔化金屬過多而使液態金屬向焊縫背面塌落,成形后焊縫背面突起,正面下塌。
(4)表面氣孔及弧坑縮孔。
(5)各種焊接變形:如角變形、扭曲、波浪變形等都屬於焊接缺陷,O角變形也屬於裝配成形缺陷。(upd.@ 2017-09-17)
4.焊接殘餘應力 定義 焊件在焊接過程中,熱應力、相變應力、加工應力等超過屈服極限(Yield strength),以致冷卻后焊件中留有未能消除的應力。 這樣,焊接冷卻后的殘餘在焊件中的宏觀應力稱為殘餘焊接應力。焊接過程的不均勻溫度場以及由它引起的局部塑性變形和比容不同的組織是產生焊接應力和變形的根本原因。 焊接殘餘應力,是焊接工程研究領域的重點問題。涉及焊接的各種工程應用中,都十分關注殘餘應力的影響。例如,在土木工程領域,對於鋼結構焊接連接,殘餘應力對結構的疲勞性能,穩定承載力等均有影響。 影響 1.對結構或構件的響 焊接殘餘應力是構件還未承受荷載而早已存在構件截面上的初應力,在構件服役過程中,和其他所受荷載引起的工作應力相互疊加,使其產生二次變形和殘餘應力的重新分佈,不但會降低結構的剛度和穩定性而且在溫度和介質的共同作用下,還會嚴重影響結構的疲勞強度、抗脆斷能力、抵抗應力腐蝕開裂和高溫蠕變開裂的能力。 2.對結構剛度的影響 當外載產生的應力δ與結構中某區域的殘餘應力疊加之和達到屈服點fy時,這一區:域的材料就會產生局部塑性變形,喪失了進一步承受外載的能力,造成結構的有效截而積減小,結構的剛度也隨之降低。結構上有縱向和橫向焊縫時(例如工字樑上的肋板焊縫),或經過火焰校正,都可能在較大的截面上產生殘餘拉伸應力,雖然在構件長度上的分佈範圍並不太大,但是它們對剛度仍然能有較大的影響。特別是採用大量火焰校正後的焊接梁,在載入時剛度和卸載時的回彈量可能有較明顯的下降,對於尺寸精確度和穩定性要求較高的結構是不容忽視的。 3.對靜載強度的影響 對於焊接構件,只要構件和焊道本身具有較好的塑性變形能力(沒有低溫、動荷載等使鋼材變脆的不利因素),殘餘應力不會降低構件的靜力強度。因為有殘餘應力的構件承受逐漸增大的軸心拉力時,外荷載引起的拉應力將疊加截面的殘餘應力。 由於截面殘餘應力為自相平衡應力分佈,故靜力荷載相等,即殘餘應力不會降低構件的靜力強度。但是塑性材料在一定條件下會失去塑性,變成脆性或者構件材料塑性較低,殘餘應力將會影響構件的靜力強度。因為構件無足夠的塑性變形產生,在載入過程中,應力峰值不斷增加,直至達到材料強度極限后發生破壞。因而殘餘應力對其有影響。 (資料來源http://www.twwiki.com/wiki/%E7%84%8A%E6%8E%A5%E6%AE%98%E9%A4%98%E6%87%89%E5%8A%9B)
(upd.@ 2017-10-01)    上圖:彎頭焊道銹蝕狀況 (upd.@ 2017-10-01) |





")