案例研究(3) - DH快速彎管的高流暢性檢討  李勝男 / 德翰智慧科技公司 副總經理
date : 2017-10-08 
前言
本文將藉由近期的一個石油業工廠的執行實案例,探討德翰公司的「DH快速重型冷作彎管」技術(以下簡稱:DH快速彎管)的執行成效及高流暢性檢討。DH快速彎管技術是將傳統耗用大量人力的工業配管作業,利用現代發展的大型數位化彎管加工機台進行一個大量的改良配管彎頭(elbow)接頭工作,以達到降低成本、降低工期、提升品質、降低品檢負荷、降低日後維修工量、提高工廠操作安全度、提高管線內流體流暢度等多方面的成果。 關鍵字: DH快速重型冷作彎管, DH快速彎管,德翰,dehan,流體力學,管線壓損 一、個案說明 建物工址:高雄市,工業區,石化業工廠。
建物分類:工廠作業區,具易燃性。
工程性質:維修。
特別要求:工期力求極小化、動火安全度極注重。
使用技術:新作管線部份採快速彎管。
1.1 前一實案例的探討 在前一個實案例中 :「DH快速彎管的高安全性檢討」 (請詳見本公司官網) [2],我們檢討案例中的新維修完成的高壓油氣管線,由數百個彎頭 (elbow) 環口焊接接頭中的一個出現了微破損焊接裂縫所造成的漏氣現象,來說明兩個簡單的缺失點:(A) 焊接不是100%密實可靠、(B) 檢驗也不是100%詳實可靠。 同時,也由同時進行的「DH快速彎管」之”彎頭無焊接”的彎管及連續彎管,所提供的具體狀況,來檢討傳統彎頭焊接和 DH快速彎管二者間的安全性進行比對。旁及,也觸及二者工法上的不同,DH快速彎管所能提供的成本降低、高度工期壓縮、檢驗簡化/快速化、管線系統安全性提升、後續維修頻率/幅度的降低、工廠運作的風險管理強化等多項比較,成效都令內行人士不得不眼前一亮。 這個安全性的實案例所展現的是可從管線的外觀上,可視覺地、可觸摸地認可DH快速彎管技術展現的彎管品質。由於未使用環口焊接,而是利用管線金屬材質的延展性及大型數位彎管加工機具的應用,可以使管線系統的整體安全性向上提升一大步。
1.2 本實案例的探討
本實案例將更進一步探討管線內壁面的問題,這通常是人類肉眼無法直接看見的一面。由於工業管線內容物是壓力流體(液體、或氣體、或二者皆有),傳統的管線系統必須借助焊接,來使得管線長度得以延長,並到達所指定的接口點 (Tie-in point)。流體內容物在管線中的流動,都是壓力流,必須施加壓力才能驅動,這些外加的壓力多是來自泵浦 (pump) 的泵送。流體在管線中流動,會發生壓力損失(通稱”壓損”),有來自管線內壁的摩擦壓損,也有來自管線轉彎的壓損。 本文即是在探討DH快速彎管技術所能提供壓損降低的能力,這除了跟泵送的能源消耗有關外,和製程 (process) 關係密切。當然,直接干係的就是製程系統的「效率」問題,以及後段十數年的「維護」問題。
二、本實案例的狀況介紹
本實案例是取一段工程中的一支排氣管維修來作為解說。(見圖2-1)
2.1 維修前後之對比  
▲圖2-1:舊排煙管(左側圖)、與新排煙管(右側圖) 對比
在圖2-1中所示的排煙管維修,乍看起來,好像沒什麼特點,就如同在家中廚房的排油煙機風管一般,好像是坊間水電工等級的而已嘛(別誤會,沒有貶抑的意思)。哈,別急,這是一條大型石化工廠實驗室等級的排氣管,材質可不是一般的排煙鋁管,而是 5” SUS304 (OD 141.3 X 3.4t) 工業級配管(這在稍候會有更詳盡的介紹)。案例中,這條排氣管是全案工作中的一條,將拿來作為一部份功能的解說之用。因為此一管線是以排氣為主,比起內容物為液體的管線,來的比較容易觀查及解說。 維修完成後(圖2-1右側圖)可以看見比起維修前(圖2-1左側圖)的外觀平滑太多了。這裡說的不是指管線外表面的塗裝光滑度,而是指流線程度的光滑,就像是飛機的氣體動力學那種流線。一般而言,外表越是呈流線狀,表示管線內容物在流通時,可以用較低的阻力通過,也意謂著摩擦阻力變小、壓損變小、效能變好。
2.2 新的管線製作
讓我們先來看看新管線的製作過程。 (1) 簡易繪圖:
因為是業主委託專業配管工程的公司維修,首先就會出現管線圖 (因為工作不複雜,故直接以 ISO圖表現),見圖2-2。我們先假設您是專家,看得懂圖,不多加解釋了。若看不懂,就跳過去吧,下面有照片可看。 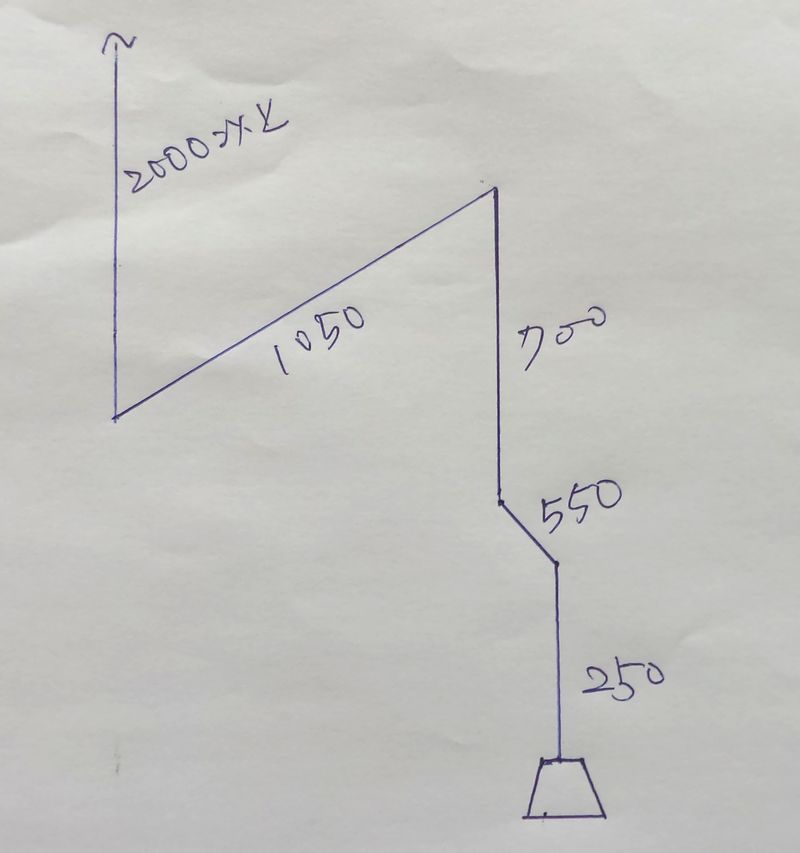
▲圖2-2:實驗室排煙管配管ISO簡圖
(2) 準備材料(管材): 因為所使用的管線是石化廠的工業配管等級,材料得經過業主認可(見圖2-3)。一般的管材長度多為 6米長,DH快速彎管須在大型加工機台上使用適合的通芯頂桿,每一種尺寸及材質的管線之所需零配件都不盡相同。  
▲圖2-3:準備管材(左側圖)、管材與適用的通芯頂桿(右側圖)
(3) 進行彎管加工: 管材有了,機台也具備,那就讓我們來馴服這條長形物吧。本文只是篇簡介文而已,我們也不想讓讀者花太多的心力在研讀資料,故期望多以圖片說明。DH快速彎管預製過程,見圖2-4。  
 
 
▲圖2-4:彎管製作(管線預製)連環照片 說實在的,觀看 DH快速彎管的操作過程實在是一件很好玩的事,我們很歡迎您能有空實地來廠內實際觀看,眼見為憑 (當然,商業考量是必定的,勿見怪)。或則,我們公司下回合快速彎管技術展示會時,可來一齊同來參觀指教(日期會很快到臨的。您若有心,留話給我們吧)。 在圖2-4的連續照片中,可以見到我們的數位彎管加工機台如何馴服這支 5”長管,將一條堅硬的鋼管,馴化成繞指柔腸。當然,這只是管線預製的前段落,後面還有長度裁切、環口倒角修飾、塗裝等工序 (對配管工業而言,這些全都還談不上是什麼難事)。以後我們會再加上更精細繁複的前後段工序,還包含數位資料鏈整合、銷售渠道整合(總部)等,讓這項技術更有看頭。 在這裡,我們還是不免要稍微自吹一下 DH快速彎管的成果。在圖2-5中,可以見到這支5”長管一共有 4個彎頭,若使用傳統彎頭環口焊接施工即是有8道環口焊(圖中標號 1~8。每一彎頭必有二個環口焊縫),大概要消耗掉 1.5 至 2.5 個人天的焊工及材料。基本上,這 4個彎頭在數位加工機台上,只是 1 至 2 分鐘的時間消耗而已;無焊材、無下角料、無檢驗、無裁切/研磨/噪音、幾無人工,100%良率。
簡單、完整、平滑、幾無瑕痴,完美的工業作品。 缺工期嗎?考慮一下吧。 缺預算嗎?考慮一下吧。 要品質嗎?考慮一下吧。 哈哈哈,以後可能就換成是您笑啦。若再堅持上世紀的古老工藝,可能是換您哭囉。 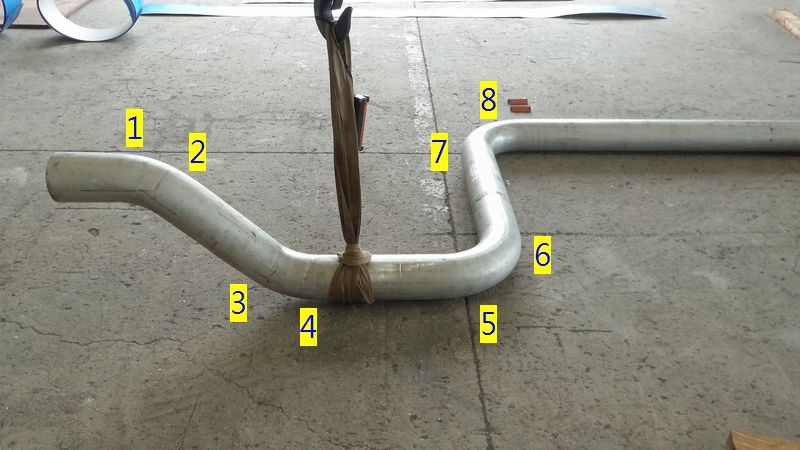
▲圖2-5:DH快速彎管成果(4個連續彎頭、3D立體彎頭)
當然,我們也不免要提到:快速彎管仍會有不良品產生。圖2-6顯示,在操作不當的情形下,彎管處出現了管壁皺褶,可以看到明顯的連續凹凸不平。這些管壁皺褶是無法被人工或機器再整平處理的,就算花十倍力氣整理,也不漂亮;所以只有一個結果:報廢重作。材料的耗損成本將由我們(加工方)來吸收,這也是在特規材料加工時我們會要求供料方必須提供一定裕度的材料備用的原因。 盡善盡美是很難天天達成的,有點苛求;揭露這項缺點,也是要讓我們的客戶理解和接受,機器再好,也不是萬能的。這也是 DH快速彎管在出廠品檢上可以達到 100%良率的原因,只要目視或手觸即可檢出瑕痴品,似也無需借助儀器。我們看許多電子科技廠,都會號稱良率有多高,其實,也就是將不良品先一步淘汰而已;在 DH快速彎管中,我們也是在出廠前品檢先淘汰不良品。 圖2-6的下圖中,在管壁皺褶的右側我們可以看到許多沿著直管圓周面的輕微凹痕,那是彎管機台所使用的導模夾具在直管彎曲時,抓緊直管段輔助引導成形所造成的握痕。這些輕痕在彎管進入拋光/噴砂、塗漆後,即會消失,如同在圖2-7中所見的光滑管面。讀者不必在意。 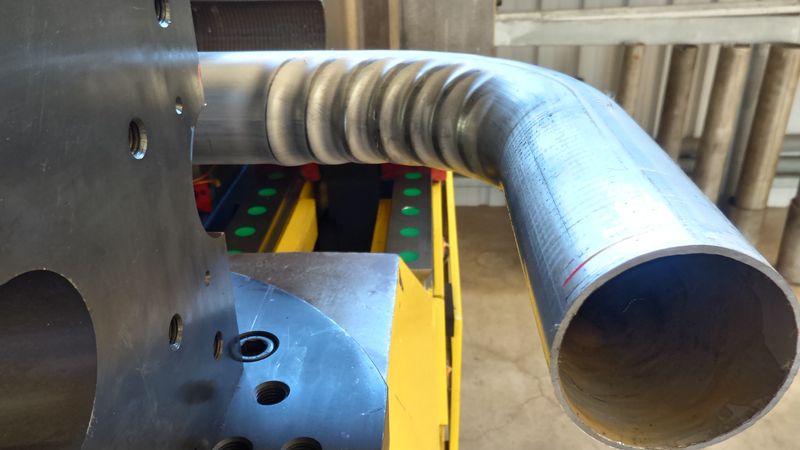

▲圖2-6:彎管的瑕痴不良品-管壁皺褶
(4) 彎管成品: 在圖2-7中,可以見到 DH彎管在抛光處理後的成品。相當的漂亮。焊接部品實在很難達到的(根本是不可能的)。  
▲圖2-7:彎管拋光後的成品
三、DH快速彎管與傳統管線彎頭的比較
在這裡,我們所要講的傳統管線的缺失,將會限縮在管線內壁面的缺失,不會漫天討論,以致失焦。我們將先從傳統管線實品案例來看 (這會很像在看醫療手術的切片報告一樣)。
3.1 傳統管線的缺失 讓我們先來看一段管線切片照:  
 
 
▲圖3-1:一段舊管拆除之管線(含彎頭)的內壁焊道
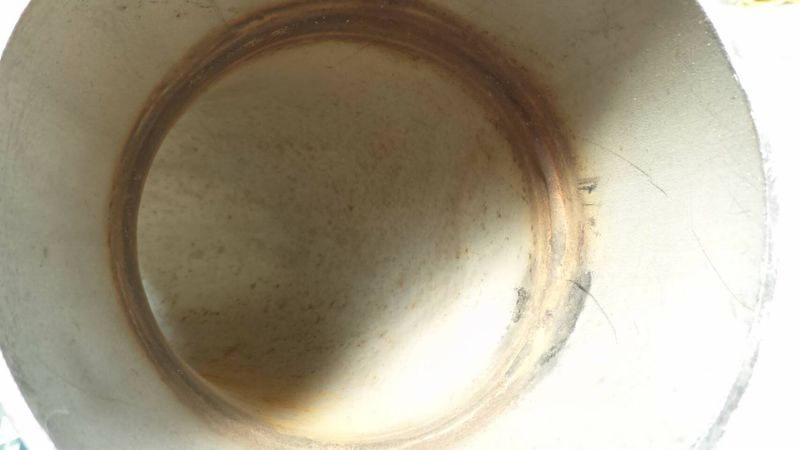
一般我們看管線,都會優先注意到管線的外觀,很少會留意到管線的內壁面(大概因為:看不到吧)。圖3-1的連續圖所示,是一段舊管拆除之管線(含彎頭)的內壁焊道(還算新鮮,我們也不會用太老舊的管線來呼攏讀者的)。先作一下交待,這管線材質是 4吋 sch.10s SS304 90度彎頭。管線外觀上似無太多的鏽蝕,可能是 SUS 材質的關係;若是普通的碳鋼管,就要看使用單位日常有無善盡維修維護之責了,簡單講,有在油漆啦。最左上圖的中間,彎頭 (elbow) 環口焊縫,位置仍非常明顯,焊接、研磨、刷漆都可以讓身材維持的相當好。 往下續看,管線內壁上,明顯可見的重點有二:
(1) 環口焊縫附近的部位,有明顯的氧化痕跡(鏽蝕),但離開環口焊縫外的其他部位就顯著少了: 在傳統彎頭施工上,使用了環口焊接來結合彎頭 (elbow) 與直管 (pipe),兩者間必須以高溫(攝氏數百度,視材質及焊接工法而定)、焊條(中介材料)來結合二者,以形成管路系統元件。攝氏數百度的高溫影響了管線材料的材質變化,也造成了很大的殘餘應力,使應力集中化。原有管材一經高溫破壞,加速劣化。(參看圖3-3) 一般管線施工現場,並沒有如鋼管軋製工廠一樣,具有充裕退溫設施的長軋製線,可以藉由退火退溫來降低殘餘應力。加上焊條材質與管線不相同,會優先氧化(視情況),是這些環口焊縫出現焊道鏽蝕的原因之一。這條管線是不鏽鋼材質 (SS304),所以未受破壞部位的鏽蝕(氧化)並不明顯;若是一般的黑鐵鋼管(碳鋼管)材質 (如ASTM A106等),在環口焊縫附近的部位,就可以看到更加明顯十倍的鏽蝕狀態。 不過,這個鏽蝕問題不是本文要討論的重點,留待以後再進一步說吧 (以後再找根很會鏽蝕的黑鐵管來作案例檢討吧)。 (2) 環口焊縫上有凸起的焊道物質: 在圖3-1中,可以觀查到彎頭環口焊縫的內壁上有明顯的凸起物(沿管壁呈環繞形),這是在管路建造時在彎頭 (elbow) 和直管間進行環口焊接所必然造成的,焊道沿管口緣倒角進行全滲透打底焊接所造成的焊道餘物,向內滲出於管線內壁面以內。通常這表示原有的配管施工是合格的 (視情形,仍有其他變數)。 這些打底焊接焊道突出物,高度可能高達 3至5 mm,形狀可能是整齊的、或不整齊的(大抵視彎頭接合處的縫隙誤差而定,當然也與焊工師傅功夫有關),由於位於管線之內部,無法被清除(例如研磨),也無法以肉眼直接檢查;若以非破壞檢驗,多為檢查焊道是否符合要求,而非檢查突出物。 對於管線內容物流體的流動而言,這些焊道凸出物是被視無益之物,它的存在反而會造成管線內徑的縮小(流通面積減少)、及粗糙度增加(摩擦係數增加),每一個凸起都會造成流體的壓損。本來,在管線流體流動上,直線段是摩擦力最小的 (不計入特別的管內Lining等),尤其是平滑的直線段更小,而彎頭本身就是一個壓損來源。流體改變了方向,可能從層流 (Laminar pipe flow)變成了紊流 (Turbulent pipe flow) (紊流會增加壓損。一般層流經過彎頭會變成紊流,會在過彎頭之後約 5D長度後,才會恢復成層流)。如果在彎頭兩端各設置一環口焊縫,且有焊道凸出物形成,意即為管徑內縮,當然會增加流體壓損。老舊管線的管壁表面可能因為生鏽或汙垢沈積而變得更粗糙,故舊管的摩擦係數會大於新管的摩擦係數。 舉例以圖2-5中所示的連續 4彎管,以傳統彎頭配管施工方式,如果各環口焊縫有高度 5 mm 的焊道凸出物形成,好像不大,但可能會造成1%~2%的壓損(視管徑、材質、工藝等而定,變數很多),那就會增加了 8%~16% 的壓損;若再多幾個彎頭,壓損當然就會愈往上墊高了。熟悉工廠操作實務的工程師就很容易理解,這些壓損在短期會造成設備加大(使用更大的泵浦)、耗能增加等負面影響,長期則會有管線系統效能降低、維修工作增加、安全風險提高等負面影響。 有時候,管線彎頭與直管接合處間隙有時會很大,那麼環口焊縫的焊接量就會很大,管材材質破壞度也會相應很大,最重要的是本文所討論的「環口焊縫的凸出物」也會很大,見圖3-2,有時會大到的令人驚訝。在此特別說明的是,上述這種情形多發生在工地安裝的焊接施工,在工廠管線預製時一般較無此情形,接合處通常很靠近且較平整,但也非全不可能。此舉例只是為了說明之用。 但,這些環口焊縫的焊道凸出物幾乎是無法被移除的,系統效能的降低也是必然的。這才是本文要討論的重點。 
▲圖3-2:管線彎頭與直管接合處間隙有時會很大
以日常生活的道路交通來作為舉例說明:普通直線道路上的交通流量是最為穩定的,一遇到轉彎處,車流量及車速就會降下來,若是連續彎路,那就更要降下來。為何?這就有點像「層流-紊流」的味道了。管線系統中的「彎頭」、「連續彎頭」就有點像了。 我們開車的人常遇到的事情是,在道路上偶會遇到一些阻路的東西,小一點的(或軟一點的)可以直接輾過去的就算了,如果是硬的大的(例如路障、破輪胎等),太衝動就會有危險,自然我們開車車速也就要降下來。這就有點像管線系統中的「彎頭環口焊縫的凸出物」了。Q=V*A,遇到「流通面積頸縮」,流量就自然降低、流速降,壓損就產生了。 這兩者都是目前管線中常必需使用到的工藝(傳統配管工法),有缺點,但沒解方。管線中彎頭上,已經是要「減速」了,環口焊縫的凸出物更是要「更減速」,但工廠管線擔負著一些生產任務,不容許「減速」的情形發生,寧可增加電力消耗、增加泵浦容量 (capacity),也要讓流量充裕,否則許多的設備(如熱換器、反應器等)都會彼此牽制,造成製程減損 (process down)。在上頭的軍令要求下,管線內容物的流量、流速必須維持一定,流體不分日夜衝擊著「環口焊縫凸出物」也一定程度造成了環口焊縫的劣化。以石化工廠實務上,管線系統的損壞率,最高是法蘭接頭,其次是彎頭環口焊縫,直管部位反而損壞率是最低的。 在圖3-3中,可以看到彎頭環口焊縫部位的損害。這些損害會直接造成工廠的維修負荷(成本增加、停機怠工時間拉長),更重要的是,增加工廠營運風險,如果是高危險性、高爆性、高污染性、高毒性工廠,風險更高。  
▲圖3-3:管線彎頭環口焊縫處極為容易損壞、穿孔洩漏
3.2 DH快速彎線的改進優點 檢視在圖2-7中所示的彎管成品,我們通常都只看到彎管平滑的外觀,但卻忽略了更重要的彎管平滑的內壁面。無焊接、無焊縫、無凸出物是 DH快速彎管技術的特性,這特性來自於冷作彎管的工藝,直接將直管在彎管加工機台上彎曲成形,彎管中的直管與彎頭溶為一體,連續彎管更見其功效。 (1) 更平滑的內壁面:
DH快速彎管這樣的冷作彎管當然會形成更平滑的內壁面(相較於傳統的彎頭環口焊接),直接的利益即是降低了管線內容物流體流動的壓損,讓管路系統更有效率。其他的長短期效益,就不再多言了,讀者自己體會。 冷作彎管的工作原理,是不使用焊接的,直接利用直管原材料加以彎曲成形。拜現代數位科技的神速進步、及機械工業的發達,DH快速彎管更是精密、好用。在圖3-4中,可以看見自 DH快速彎管所產製的彎管成品中,以人工輪切下來的切片 (註: 這本是為了彎管壁測厚之用途,剛好已切開,正合本案說明之用),直接目視檢查彎管內壁是平滑、無凸出物阻礙的情形。管線內容物流體在 DH快速彎管中的流動應該是可以發揮到壓損最低的情形的(彎頭壓損是無法避免的,但應極力降低),對製程需求、管線維護、風險管理都可以提供最大的幫助。  
▲圖3-4:DH快速彎管切片,內壁平滑、無凸出物阻礙
(彎管和直管介面上所見的環狀輕微痕跡是彎管夾具之壓痕) (2) 更平順的連續彎管(多彎管):
DH快速彎管藉助現代化的大型數位彎管加工機台,可以將同一支鋼管,連續彎曲成多彎管型式。這種連續彎管構造將會使管線內容物流動時更降低壓損(相較於傳統彎頭環口焊接)。 在圖3-5中,DH快速彎管可以將工業級鋼管依照設計要求製作成平順的連續多彎管。 在圖3-6中,DH快速彎管可以製作成更花俏的連續多彎管。 在圖3-7中,DH快速彎管可以製作各式的彎管或連續彎管。 展示這麼多,就只是為了讓讀者了解 DH快速彎管加工的多樣性。平面彎管自不必多說,3D立體連續彎管更是配管利器,不只是常用的90∘角,連其他特定的角度(如45∘、60∘等皆可) 也可以簡單操作成形。  
▲圖3-5:DH快速彎管可以製作平順的連續多彎管
 
▲圖3-6:DH快速彎管可以製作的連續多彎管 
▲圖3-7:DH快速彎管可以製作各式彎管
四、總結
四次工業革命:第一次工業革命是利用水力及蒸汽的力量作為動力源突破了以往人力與獸力的限制,第二次工業革命則使用電力為大量生產提供動力與支援,也讓機器生產機器的目標實現,第三次工業革命則是使用電子裝置及資訊技術(IT)來校除人為影響以增進工業製造的精準化、自動化。工業4.0 的核心詞彙是智慧型整合感控系統,而且是高度自動化,可以主動排除生產障礙。[1] 工業配管是因應工業生產需求而產生,廣泛存在於石化工業、能源工業、鋼鐵工業、甚至於軍事工業等各領域,雖然技術不斷進步,但配管工業似乎仍停留在「第二次工業革命」的階段上,簡單的判斷指標是「仍在使用大量的人工參與生產作業」。 當時代不斷進步,配管工業已逐漸進入了 3D狀態(3d jobs : dirty, dangerous, difficult。日文是3K工作:骯髒、危險、辛苦),工作者的心態也不斷的更新,現今的從業工作者也逐漸老化,年青人多不喜投身其中。 DH快速彎管的出現正是試圖將配管工業拉往更先進的第三次工業革命,其至是「工業4.0」。DH快速彎管除了可以降低生產成本、縮短工期、提升品質外,更引進了數位精準生產、24HR生產等先進概念[2][3],並進一步再延伸;在本文的討論中,可以看到,更可以降低工廠維護成本、提升製程產能穩定度/效能,甚至更上階層可降低營運/管理風險。 參考文獻: [1] 維基百科(2017-10-07查詢),”https://zh.wikipedia.org/wiki/工業4.0”。
[2] 李勝男(2017),”DH快速彎管的高安全性檢討”,德翰公司官網 ,台灣。
[3] 李勝男(2017),” 快速重型冷作彎管技術簡介”,德翰公司官網 ,台灣。
檔案下載:
PDF檔 - (繁中) (簡中) (英文版) (註:可能與網頁版會有部份文字潤飾之差異)
技術洽詢: email: service@dehantech.com 製作工廠:潁璋工程興業有限公司 、Facebook
後記: - 對於工業配管行業而言,DH快速彎管是一個全新的工法與型態。本案是就一大個案中,舉其中一條實驗室用管線作為範例,來簡易說明DH快速彎管的高流暢特性。對照DH快速彎管的前一個篇的高安全性檢討,與本案合併闡明快速彎管的外、內兩種優良性質 (相較於傳統的彎頭環口焊接工法),相信可以讓熟稔的工程同好們輕易了解。文中用句遣詞有些簡便俚俗,請勿見怪。(upd.@ 2017-10-13)
- 在後續的幾次展覽中我們接受到客戶的提問,多次問及管線內流體的流動效能等。在此我們加拍了數張管線切片照片,以進一步闡述快速彎管的優異流動性。照片主要是由既有管線( SUS不鏽鋼管_4" sch.10 )沿著環口焊縫處予以直接輪切下來的(此處最能展示差異性)。不多作解釋,由讀者自行依實際照片判讀。(upd.@ 2018-11-09)
 
▲圖A-2-1:傳統的不鏽鋼管 4" sch.10 環口焊縫處切片(注意管內緣之焊材凸起)

▲圖A-2-2:Quick-Bending 鋼管彎 (管壁內與外表一樣光滑)

▲圖A-2-3:Quick-Bending 快速彎管切片 ( 5" sch.10 SUS)
3. 對於比較高黏附性的管線內容物流體而言,Quick-Bending 快速彎管之平滑內緣面將有助於減少流體黏附、減少清管維修量及頻率,長期降低工廠營運風險。(Upd: 2018-11-11)
有機性流體更加適用。(Upd: 2018-11-12)
|





")