Case Study (2) - High Security Review of Quick-Bending  Lee Shengnan / Deputy General Manager of Dehan Intellectual Technology Co., Ltd.
date : 2017-09-09 Note: The readers shall know that most content of this paper is translated from original traditional chinese version by software.
Foreword This article will explore the implementation effectiveness and high-security review of Dehan's "Quick-Heavy-Cold-Pipe-Bending" technology (hereinafter referred to as "Quick-Bending") through a recent implementation case of a petroleum industry factory. The traditional industrial piping construction uses a lot of manpower. Quick-Bending uses a large-scale digital processing machine developed by modern technology to carry out a large number of improved elbow joints to reduce costs, save time, Improve quality, reduce product inspection load, reduce future maintenance, and improve plant operation safety. Keywords: quick-heavy-cold-pipe-bending, Quick-Bending, dehan
1. Cae description Construction site: Kaohsiung City, industrial zone, petroleum gas industry factory.
Construction classification: factory outdoor operation area, with flammable, high explosion, high risk.
Engineering nature: maintenance.
Special requirements: The construction period strives for minimization and the safety of the fire is extremely important.
Use technology: traditional elbow welding is used at the junction with the existing pipeline; the new pipeline is Quick-Bending. 2. the duration compression capacity of Quick-Bending
For the repair work of pipelines in the petrol gas plant with high explosion and high risk, it has always been known for its short construction period and high safety requirements. Since the contents of the pipeline in the factory are all flammable oil gas, there is still a certain danger even if the pipeline is purged. The construction period required for pipeline repair is quite short, in order to restart the system operation in the shortest time, and the short construction period also makes it necessary to use a large number of professional welding workers to deal with a large number of pipeline welding operations. There are three sources of DH Quick-Bending compression period (just mention a few):
(1) The cost of Quick-Bending is lower and the elbow does not have to be purchased specifically: The elbows in the pipeline is unavoidable. Before the maintenance, the factory will purchase a large number of various elbows in advance, which will be used for the contractor's piping construction. (Because the maintenance quantity is too low and the construction period is too short, the elbow parts are generally purchased directly by the owner.) Purchasing elbows must be carried out in advance, the diameter and quantity are estimated (it will be counted first, but the omission is inevitable, and each must be chased after the material is run or borrowed), which will be required for the actual maintenance work. The amount is different, so the owner must sometimes be forced to buy more and stack in warehouse. Buy more, waste more. Buy less will be hurt. Elbows are mainly in 90-degree or other angles (usually in 45 degrees) must be cut separately, sometimes resulting in material waste. The Quick-Bending is characterized by the direct use of "straight pipe" for bending. The angle can be selected on the digital processing machine. There is no limit to the machine. (The machine is not a panacea. It is undeniable, this is still limited, but will not affect piping work). Direct procurement, acquisition, and inventory are relatively easy, and the cost is lower. Direct use of straight pipe bending, obviously, the cost will drop a lot. Easy to get, meaning: time will also save. (2) The cost of Quick-Bending is lower, the pipebend does not have to be specially welded: Most of the pipes for industrial piping are composed of straight pipes and elbows (of course, such as flanges, but in an insufficient amount). Generally, the elbows are mostly in 90-degree, and the both ends are connected to straight pipes, so two ring-welded welds are required at each end of each elbow. A large petrochemical plant has reached millions of Dia-inch welds. The larger the diameter of the pipeline, the longer the weld bead of the ring; the thicker the wall thickness of the pipeline, the deeper and wider the weld bead is, that is, the more artificial and the more spent. For example, as shown in the left of Fig. 2-1, a continuous pipebend of 4-bends can save 8 manual welds of the ring-weld bead and save 4 elbows.  
Fig. 2-1: Quick-Bending, this continuous bend can save 8 ring-welds (left), various angle bends (right)
Taking a 3-inch pipe (such as ASTM A106) as an example, the welding construction of each ring-weld bead includes pre-staking, cutting, chamfering, face grinding, transport, alignment (fake fixing), manual welding, Inspection of repair welding, post-weld smoothing, marking, plus necessary inspections (such as PT / RT, etc.), the use of labor is about 1.5 people (including professional welders and auxiliary workers), the time required is about 1 to 3 hours. As described above, it can be known that the costly process is complicated and the cost is high. The piping industry uses a large number of workers. For operators or managers, practical management is costly and not measurable. It is a philosophical issue to treat employees and be kind to them. Usually, the law can be easily solved. If the readers have enough levels, I believe that can feel the same. The feature of the Quick-Bending is to directly put the "straight pipe" on the processing machine, and It takes about 5 to 30 seconds to complete the bending of a 3-inch pipe (There are also two ring ends of non-ring-weld) , as shown in Fig. 2-2. If the continuous 4-bends like the one on the left in Fig. 2-1, it will take about 2 minutes (always move or calibrate. sorry, machine is not fully automated). For a familiar friend, you probably don't have to say more: "Save time to much". Let me add a word: "Costdown too much".

Fig. 2-2: Straight pipe on the digital bending machine for cold bending
(The pipe in the photo is 4"_SCH.40S, A106)
(3) Low cost, reducing the inspection of pipebend(elbow ring joint welding): Without the elbow, there is no ring-weld bead, and of course there is no weld inspection. For traditional elbow welding, the weld bead inspection generally adopts the PT/RT test for non-destruction test (NDT). Due to the commissioning of a third-party inspection company, it is necessary to accumulate a certain amount of prefabricated parts to reduce the inspection time/cost of the inspector. It is often necessary to wait for a period of time for the welding work to accumulate and will be unified. Therefore, it is often seen in the prefabrication field/shop that the prefabricated or semi-finished products are stacked on the ground, which is inefficient, time-consuming, occupies, and requires more artificial finishing. The characteristic of Quick-Bending is that straight pipe is connected with the pipebend, and there is no welding (ring-weld), so the weld bead inspection is saved, the time is saved, and the cost is also saved. Fig. 2-3 shows the applicable pipe (partial) of the 6-inch processing machine.
Then... How does Quick-Bending test its quality? Generally, the "thinning rate" is used to calibrate. When the "straight pipe" is bent into a "pipebend" on the processing machine, although there is a solid guide mold to protect it, the metal pipe wall will still be a little "thinned" compared with the original pipe wall thickness. You can get the "thinning rate", Fig. 2-4 shows the pipe thinning rate (partial size) after pipe is bent. When the traditional elbow is made in a processing factory, it is often bent and formed by high-frequency heating method. In fact, there is also a "thinning rate", as long as it meets the specifications.
The Quick-Bending finished product can directly use the ultrasonic thickness measuring equipment on the side of the machine to instantly check the wall thickness, which is an almost instantaneous detection data. If necessary, it is also possible to slice the pipebend for thickness inspection (refer to Fig. 3-7). 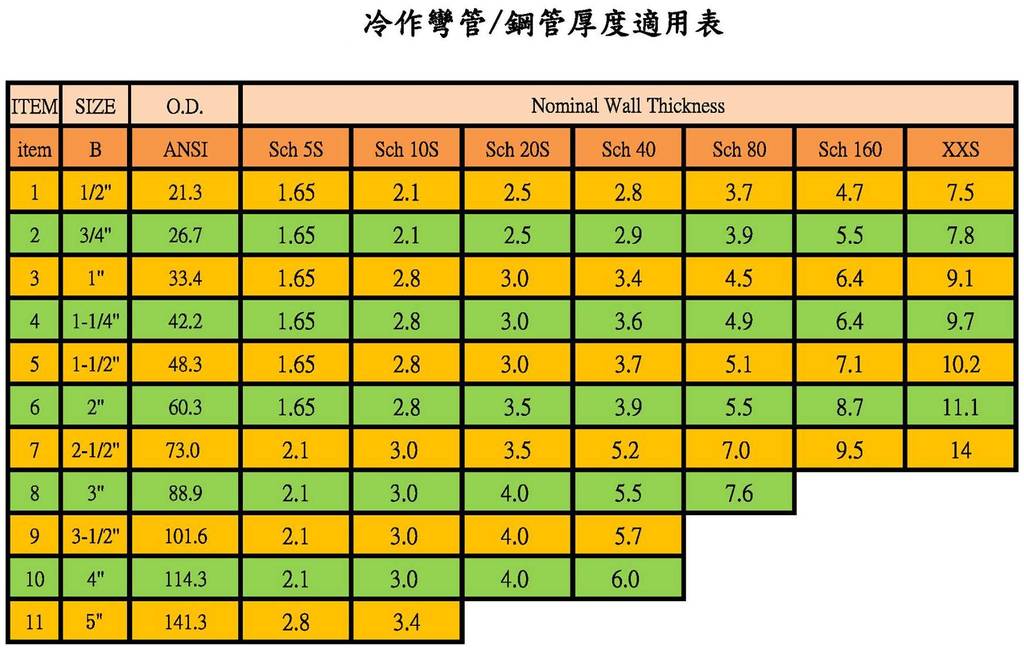
Fig. 2-3: Quick-Bending, applicable thickness table (1/2" to 5" pipe grade)

Fig. 2-4: Quick-Bending, roundness and thinning rate
Speaking of this, let's talk about the problem of residual stress. Traditional elbows also have residual stresses during bending, but only try to reduce the residual stress by heating treatment, not without residual stress. The traditional elbow is ring-welded in the ends of elbow, and the high temperature generated by the electric welding is hundreds of degrees of high temperature to weld the elbow base metal, the straight base metal, and the welding rod, so that they are combined. It cause permanent damage to the base material. The local residual stress is really high (possibly as high as 50%), as shown in Fig. 2-5. (Note that this is the "local" residual stress, not “ALL" In the pipeline elbow ring-weld, as long as the residual stress at one point is too high, it may break from "here" in the future, which is a bit like the concentration of stress concentration.)
In Fig. 2-6, we can see that in the damage control of the actual plant operation, except for the flange joint, the most prone to the condition in the pipeline is the welded part of the elbow-pipe joint (Note: Why do the situation happened in this same place? The most vulnerable here, reasonable speculation may be the stress damage after high temperature welding or welder neglect! The factory maintenance is very high), but the elbow and straight pipe are less likely to have damage management. The operations supervisor who is familiar with the operation of the plant should be the most understandable, which is also the focus of the factory crisis management control. This is one of the purposes of our development of Quick-Bending: to reduce the incidence of pipeline damage, and to improve the safety of plant operation. 
Fig. 2-5: Traditional pipe-elbow prefabrication, the ring-weld bead damage caused by high temperature
 
Fig. 2-6: Traditional broken pipe repair and leakage (left), and perforation leakage of the base material of the bead line (right) The Quick-Bending mainly uses a "ductile" metal pipe (such as a straight pipe of ASTM A106) to be cold-bent into a required pipebend, and the residual stress generated is less a lot relative to the residual stress of high-temperature welding. Only in poor operation will produce non-conforming products, as shown in Fig. 2-7, these idiots can almost be visually inspected or touched by hand, and the bad supplier is absolutely unable to dodge the cover; this is the advantage of quality inspection. Almost 100% factory yield.  
Fig. 2-7: Good pipebend product (left), defective product/wall wrinkles (right)
When it comes to this, I don’t seem to be talking about "time saving" or "cost saving"? Or it should be said that "save both of above". For the above information, readers can find further application information in the article "Introduction to Quick-Heavy-Cold-Pipe-Bending Technology" published on Dehan’s official website (www.dehantech.com) on 2017-07-01.
3. The excellent quality of DH Quick-Bending The previous talk is about cost and time. Now let's talk about the theme by real case: "The high safety of DH Quick-Bending."  
Fig. 3-1: Micro-damage of the pipeline in this case, temporary leakage (traditional ring-welding)
In Fig. 3-1 is a picture of the micro-damage of the pipeline in this case, where the leaking gas is found in the pipeline (new repair completed), and a photo of the temporary leak is taken. This is the transfer line of a petrol gas plant storage station. The contents of the pipeline are flammable and explosive pressured gas. The department has just completed the maintenance work (which was contracted by our partner company), and carried out the necessary inspections and inspections on the completion of each pipeline work before handing over to the owner. However, in the safety inspection after the operation of the factory, it was found that there was leakage gas in the pipeline, and the flow reading was abnormal. It was only one and one pipeline that was gradually checked one by one. It took a lot of work to find the leak point. Temporarily fixed with a sling and a hand clamp. Immediately after the repair work, it is a risk warfare competition, with three N2 blowing drive, auxiliary safety, and then dare to repair the repair on site.
I want to come afterwards. It’s really a "frightening". The piping work is really "dangerous work ". I believe that the owner's personnel are also afraid of death. If you wait until a certain period of time (such as the warranty period has passed), the life and health of the factory operators and your job may have problems. This dangerous leakage situation occurs in all factories and all pipeline contractors, and it has happened. Some factories still perform (may be due to too large factories, too many factories, unfamiliar operations, or in-line fluid specificity, can not be said in a word. Most of them are classified as mechanical abnormalities afterwards, everyone is not responsible). As long as it happens once, the factory will be in trouble. The protests outside the factory are constant, the administrative punishment is heavy now, and sometimes it is difficult to get rid of crimes in the administration of justice. It is best not to happen as well. In fact, the welders assigned to the welding work has experience for more than a decade, can not be said to be inexperienced, but there are still some regrets. If there is a gas explosion, it may be a catastrophe. The contractor can’t pay for it, and it hurts a lot of nearby residents. (Because the land is narrow, Taiwan’s industrial area is almost adjacent to the residential area, and the safety impact cannot be avoided) The threat to the manager level of the factory is also very large, especially the current legal requirements, penalties and fines are higher, let alone the environmental resistance of the residents / environment protect group. In our experience, this similar situation has occurred in other factories. The petrochemical plant is classified as a high-risk site and is strictly guarded. It is not without cause. In fact, due to various manpower problems in Taiwan, including young people who are less willing to take up hard/dangerous welding work, the investment of petrochemical industry has gradually shrunk, resulting in insufficiently stable handling of the work in the piping industry, affecting the employment of personnel, etc. The most of workers in the piping industry are also aging more than 45. All the old welders can be left behind (for the sake of life, and for the family). Many of the people on the scene are gray-haired middle-aged employees. (When the workload is small, it is okay, and the workload is large, it is easy to appear. This is a problem in the connection of manpower. The piping project is not like the construction industry, it can be easily filled by people, and only local welders can be used. This paragraph explains: the manpower predicament under the long-term management of the piping industry, it is necessary to replace some of the manpower with mechanization, in order to achieve high value of the enterprise, and also let young people are willing to come to work.) Afterwards, we re-do an improved review. The use of professional welders, careful welding operations, solid pipeline materials and welding rods, item by item inspections, etc., are our daily cautious, very regular, very customary work requirements, welders are also very duty-abiding, weld bead also check one by one, why is there still a gas leak problem?
(1) Manual welding is not 100% exempt from welding: Professional welders are highly trained welders who can minimize the incidence of welding work errors, but cannot be completely eliminated. After all, people are not gods, and professional welders are still human. The following factors will affect the quality of the finished welding products: the physical load of the professional welder (including long working hours, overtime, staying up late, etc.), mood/mental state at work, and poor workplace environment at the construction site (prefabrication shop may be better) , weather (wind/rain), auxiliary tools, support personnel, etc., even the wife quarreling, the boss does not pay a salary, etc., may be the cause of the error. It can be seen in Fig. 2-5 that the welding work is a hard physical activity. These negative influencing factors, once caused by the insults on the weld bead (such as micro-cracks, weld bead defects, etc.), can cause a large casualty disaster. It is conceivable that every 1,000 meters of welding, as long as there is one mistake, it may cause major work safety / public security casualties; of course, it is necessary to try to prevent such mistakes as much as possible, at least, to be as low as possible the incidence of mistakes. In this case, we used the DH Quick-Bending to make other new pipebends(elbows), and there was no leakage. For example, Fig. 3-2 shows the other pipes in the case. In the middle of the pipeline, the DH Quick-Bending is used at marked points 1/2, and the traditional ring-weld is at marked points 3/4 (because it is to be flanged or three-way joint), the marked point 5 on the right is a longer multiple continuous bend. We can see that the DH Quick-Bending at marked points 1/2/5 is completely non-contact smooth (not artificially ground). When we finished, we obviously saw the owner's appreciative appreciation of the expression, not just safety. It also contains the graceful and elegant curves of an industrial-grade work (the people of engineering, the view is relatively simple, the beauty is beautiful, there is no modifier auxiliary). I believe that if you are an expert, you should understand. 
Fig. 3-2: Piping in this case - single pipebend (marked points 1/2/5 for DH Quick-Bending, 3/4 for traditional ring-weld) In Fig. 3-3, it is the case of a continuous elbow using the DH Quick-Bending in the same case. The contractor's boss should see the saved cost of the 4 ring-welds marked points 1/2/3/4. We are seeing the time/cost that can be saved, allowing us to use less welding manpower, especially in the era when this professional welder is not easy to find, train, and retain, can operate in a semi-automatic mechanized way of larger, more precise piping capacity. As shown in Fig. 3-4, it is the case of the pipe row using the DH Quick-Bending in the same case. The same pipe diameter/bending diameter/shape can be used to realize the Quick-Bending process and can also use the “Copy” Command, the Quick-Bending can do it. 
Fig. 3-3: Piping in case - continuous bends (DH Quick-Bending)

Fig. 3-4: Piping in case - Pipe row (DH Quick-Bending) In theory, the DH Quick-Bending machine can work 24 hours, computer controlled digital operation, high precision, so that you can see the big difference with the traditional piping method.
In addition to the bending process, we have developed them to produce other higher value-added products and services (to introduce the franchise system headquarters plan, automation plant, etc.).
(2) The inspection cannot be 100% detected by welding: Inspection is the only way to verify the quality of the finished product. In traditional piping construction, elbows are purchased from processing factories or traders. Basically, there are signs and models marked on them, and there is no need for testing (it is not clear whether there is any insult). Straight pipe is a large amount of material, and there is no need for inspection (the pipe factory is a big factory, there should be no idiots, otherwise the pipe factory may not survive in this industry). The main inspection point of the finished product is the ring-weld bead at the interface the elbow and the straight pipe. Generally, the PT/RT test is adopted, it is inspected by a third-party company. The test has a certain proportion of sample sampling rate, but it is a little difficult to reach 100% (due to cost and duration). The DH Quick-Bending is a type of cold-bending pipe. After bending by the processing machine, the thickness reduction of the finished pipebend wall can be directly measured by the "ultrasonic thickness gauge" (non-destructive test). There are a variety of brands available in the market for ultrasonic thickness gauges made from European, American, Japan, China and Taiwan are quite popular. The price ranges from NT$10,000 to NT$100,000, and it is very easy to obtain. As shown in Fig. 3-6, several ultrasonic thickness gauges available in the Taiwan market are available for reference (note: the data is randomly searched from the internet). The owner or the client can inspected the pipebend product through a third-party company, or they can test by their own equipment anytime, anywhere. The pipebends produced in our own factory shall be qualified for the customer before leaving the factory to ensure that the quality of the finished pipebend is strictly controlled; if the customer requests, it can also be tested 100% (in the business, the price is linked to the service requirements).  
Fig. 3-6: Several Ultrasonic Thickness Gages on the Market
(Source: websites of Chuan Hua Precision Co. and YENSTRON Co.)  
Fig. 3-7: Pipebend slicing, ready for wall thickness measurement (minimum at the center of the pipebend) The customer can also request a slice inspection (destructive test), cut the pipebend piece for thickness measurement, as shown in Fig. 3-7. However, this method is complicated, time consuming, and costly. To progress the "Ultrasonic Thickness Gauge" instruments have been available, the cost is small, and is very convenient, the personnel is easy to operate, through various international standards certification (such as ASTM E 797, EN15317, etc.), data trust is enough. We recommend using the instrument directly, it is not necessary to return to the Stone Age! Low-cost, fast, accurate, digital, environmentally friendly, no consumables, ready to go anywhere and anytime, no waste in floating time is a feature of rapid inspection. You can even connect the computer to the massive data processing operation in the back stage, shape the life history and trustworthiness of the finished product of pipebend, and help the quality of the parts, which is extremely suitable for the high-tech or biotechnology industry with high requirements. This section is mainly to describe how the inspection of the Quick-Bending can catch up with the requirements of the times and make an auxiliary narrative.
4. Conclusions and recommendations I don’t have great conclusions and suggestions, just talk about it casually. For traditional industrial piping construction, DH Quick-Bending is a new technology. Ever, new technologies would encounter many blocks from old market, attacked, and crowded out. This has always happened. It is not only the simplicity of technology, but also the change of the existing market and the defense of the industry. It is inevitable that the two forces will advance and consolidate. But the history of industrial development and human history also tell us about some facts that have happened and are happening: The replacement of old technology by new technologies is inevitable; the change of traditional cognition is only a matter of time. This article introduces the facts of the actual case, and compares the DH Quick-Bending with the traditional elbow to find a better level of technical application. In this case, the traditional elbow ring-weld is a manual welder (slow work, fine grinding) that has been used by professional welders for decades. While the DH Quick-Bending uses the latest technology products – large digital bend machines that is used to bend the straight pipe into a pipebend (rapid forming). There is indeed a great deal of commercial thinking difference of the manpower, machine, material, working method, thought, inspection, safety considerations, durability, construction speed, or even the cost and profit of the market. Previous pipe benders were only simple bends, and only thin pipes, such as common stainless handrails; simply speaking, "bending the pipe". In the field of industrial piping, it must be resistant to high temperature, high pressure, special contents (such as corrosive, toxic, diffusive, polluting, flammable, or high-explosive, etc., quite dangerous). High pipeline material requirements, pipe wall thickness is also much thicker, and the existing pipe bending machine cannot be overcome. Nowadays, the large-scale pipebend processing machine has been developed with a larger output, a thicker bendable wall, a larger outer diameter of the pipe, and a smaller bendable radius (the traditional bend can only reach 3DR, and the DH Quick-Bending can be used for 1DR to 1.5DR), the guided mold is more complex and precise, and can be applied to industrial piping. And with Taiwan's strengths: computer hardware capabilities, to make the pipebend digitized, automatic control, and even a large amount of data processing, resulting in better efficiency and greater productivity. The use of automated machinery production, replacing traditional manual production, is a "world trend" that can’t be resist by you and I. In 2012, the industrial powerful nation Germany proposed the "Industry 4.0" blueprint, the United States in 2014 - "AMP" (Advanced Manufacturing Partnership), Korea in 2014 - "Manufacturing Innovation 3.0", even China It also announced the launch of "China Manufacturing 2025", which is aimed at bring the national industrial production to a high-speed track that is intelligent, automated and highly standardized. Taiwan is talking about "productivity 4.0". The tone is high, but it seems to be a bit of action. The industrial piping industry is a mass production industry that consumes a lot of labor. Although it is not completely automated, it can be achieved with a degree of semi-automation. Dehan's Quick-Bending is moving toward this goal, and we hope that someday the piping industry can truly "productivity 4.0." Dehan's technology is not inferior to the world's powers.
File download: PDF file - (Traditional Chinese version) (Simplified Chinese version) (English version)
(Note: There may be some differences between the text and the web version)
Technical inquiry: Email: service@dehantech.com
Production Factory: Ying Zhang Industry Co. – Web , Facebook
Postscript: 1. This short text is written for the review of the occurrence of micro-damage in the elbow ring-weld bead of petrochemical pipelines and to prevent future hidden dangers. 2. Originally, this is just a very ordinary pipeline repair case. The professional welder with more than ten years of experience is very familiar. It is a pleasant and pleasant job for a professional piping company with more than 40 years of work experience. However, the leaked leaks discovered afterwards made the whole case a bit tricky. In this case, we noticed that the ring-welding of the traditional elbow is the most unstable place. The quality of the welder is of course influential. The inspection and inspection methods also have an impact, but must it be reliable? 1,000 joints, as long as there is a problem with one joint, may become a big problem on a certain day of future. (This means that as long as the welder's hand shakes a few times more, or stays for 2 seconds more, or stops to smoke, it may cause future hidden dangers. Because "manual use" is not 100% certain. thing) The pipelines of the petrochemical industry pay great attention to safety requirements, and the characteristics of the pipeline contents are complex, and they are all pressure pipes (internal pressure). The flow of fluid in the pipeline around the clock will gradually impact (flow will have kinetic energy) and erosion (related to fluid properties), as long as there is a small defect in the entire ring-weld bead (such as broken or insufficient weld bead, or the welding material is not densely combined) Etc., the elbow ring-weld bead is the biggest weakness on the whole pipeline. Under the long-term effect, it will gradually expand a small hole into a large hole that can be harmed. At that time, the disaster will disappear and burst at any time. (especially when the contents of the pipeline are flammable or explosive, as in this case), "water can penetrate the stone" is a similar principle. Many of the sudden disasters in petrochemical plants may come from such hidden dangers. So we must prevent this problem. The method is "reducing the bead weld bead of the elbow". Of course, it is better not to use the bead weld bead at all (disappearance is impossible, and reduction is a pragmatic prescription). In the case, we also used the DH uick-Bending pipebend, which was just used for review. Basically, that is the way to not use the elbow ring-weld bead. In one case, if you want to use 1,000 ring-weld beads, if you can reduce the amount of 2/3 or more, not only the cost reduction, the shortening of the construction period, but also the positive value for the completion inspection, daily operation inspection, and safety maintenance. Practice. In the past, due to the lack of energy of the bend processing machine, the requirements of the petrochemical pipeline could not be met, and the elbow could only be handled according to the traditional manual welding method. Nowadays, large-scale pipe bending machine has been developed in Taiwan, mainly for heavy-duty pipelines (thick pipes), which can fully meet the needs of petrochemical pipelines. With the help of the direct bend function, the number of ring-weld beads can be reduced to improve the future disaster prevention effect and reduce the hidden danger of pipe breaking. It is believed that the crisis control of the plant operation is greatly helpful. Of course, pipelines with too large diameters are unlikely to be included in the recent development of processing machines due to the low demand (commercial society, do-it-yourself, and quantity only organic). At present, the development of the digital pipebend processing machine has reached 12" pipes in energy, and is still mainly based on 6" pipes. (upd.@2017-09-12) |