Case Study (3) - High fluency review of DH Quick-Bending  Lee Shengnan / Deputy General Manager of Dehan Intellectual Technology Co., Ltd.
date : 2017-10-08 Note: The readers shall know that most content of this paper is translated from original traditional chinese version by software. Forword
This article will explore the implementation effectiveness and high fluency review of Dehan's "DH Quick-Heavy-Cold-Pipe-Bending" technology (hereinafter referred to as DH Quick-Bending) through a recent implementation case of a petroleum industry factory. Contrast to the traditional pipe construction that uses a lot of manpower, the DH Quick-Bending technology uses a large-scale digital bend pipe processing machine developed by modern technology to carry out a large number of improved pipebend(elbow) joints to reduce costs, reduce construction time, improve quality, reduce product inspection load, reduce future maintenance, improve plant operation safety, and improve fluid fluency in pipelines. Keywords: Quick-Heavy-Cold-Pipe-Bending, Quick-Bending, dehan, fluid mechanics, pipe pressure loss 1. Case description Construction site: Kaohsiung City, industrial zone, petrochemical industry factory.
Construction classification: factory operation area, flammable.
Engineering nature: maintenance.
Special requirements: The construction period strives for minimization and the safety of the fire is extremely important.
Use technology: new pipe is Quick-Bending.
1.1 Discussion of the previous case In the previous case: "High safety review of DH Quick-Bending" (please refer to Dehan’s official website) [2], we reviewed the new repaired high-pressure oil and gas pipelines in that case, consisting of hundreds of elbows, one of the ring-welded joints has a leak caused by micro-damaged weld cracks to illustrate two simple missing points: (A) welding is not 100% dense and reliable, (B) inspection is not 100% detailed reliable. At the same time, the safety of traditional elbow welding and DH Quick-Bending is also reviewed by the concurrent conditions of "without welding on pipebend or continuous pipebends” of the "DH Quick-Bending". On the other hand, the comparison side by side, also touched on the difference between these two methods. DH Quick-Bending can provide cost reduction, high duration compression, inspection simplification / construction rapidization, pipeline system safety improvement, subsequent maintenance frequency / amplitude reduction, plant operation risk down, management enhancements, have made the insiders have to shine. This safety case shows the visual quality of the pipeline, which can be visually and tangibly recognized by the DH Quick-Bending technology. The use of duct metallization and the application of large-scale digital pipe bend processing machines can improve the overall safety of the pipeline system. 1.2 Discussion of this real case
This case will further explore the problem of the inner wall of the pipeline, which is usually the side that cannot directly see by human eyes and touch by hand. Since the contents of the industrial pipeline are pressurized fluids (liquid, gas, or both). In traditional piping systems, they must be welded to extend the length of the pipeline to the specified Tie-in point. The flow of fluid contents in the pipeline is a pressure flow that must be applied to drive. These additional pressures are mostly pumped from the pump. When the fluid flows in the pipeline, pressure loss (commonly referred to as "head loss") occurs, there is frictional pressure loss from the inner wall of the pipeline, and there is pressure loss from the pipeline turning. This article is to explore the ability of DH Quick-Bending technology to provide pressure loss reduction, which is closely related to the process, in addition to the energy consumption of pumping. Of course, what is directly related to the "efficiency" of the process system and the "maintenance" problem in the later decades of factory. 2. The situation of the actual case
The actual case is to take an exhaust pipe repair in a section of the project as a commentary. (See Fig. 2-1) 2.1 Comparison before and after maintenance  
Fig. 2-1: Old exhaust pipe (left side), compared with new exhaust pipe (right side)
In the maintenance of the exhaust pipe shown in Fig. 2-1, at first glance, it seems that there is no special feature, just like the exhaust hood duct in the kitchen at home, it seems to be the level of the plumber in the workshop (don't misunderstand, no depreciation the meaning of). Don't be worry, this is a large-scale petrochemical factory laboratory-grade exhaust pipe. The material is not a general exhaust aluminum pipe, but a 5" SUS304 (OD 141.3 X 3.4t) industrial grade pipe, more detailed introduction shall be discussed later. In the case, this exhaust pipe is one of the whole work of the case, and will be used as a part of the function explanation. Because this pipeline is based on exhaust gas, it is easier to observe and explain than pipeline based on liquid. After completed the repair (right side of Fig. 2-1), it can be seen that the appearance is much smoother than before the maintenance (left side of Fig. 2-1). The most important point is not the smoothness of the coating on the outer surface of the pipeline, but the smoothness of the streamline(inner fluid), just like the aerodynamic flow of the aircraft. Generally, the more the appearance is streamlined, indicating that the contents of the pipeline can pass with lower resistance when flowing, which means that the frictional resistance becomes smaller, the pressure loss becomes smaller, and the performance becomes better. 2.2 New pipeline production
First, let's take a look at the processing of the new pipeline production. (1) Drawing simply: Because it is the maintenance work that the owner entrusts the professional piping contractor, the pipeline drawings will appear first (because the work is not complicated, it is directly expressed in the ISO drawings), as shown in Fig. 2-2. I assume that you are an expert, understand the drawing, and do not have to explain more. If you don't understand, just jump over and see photos below. 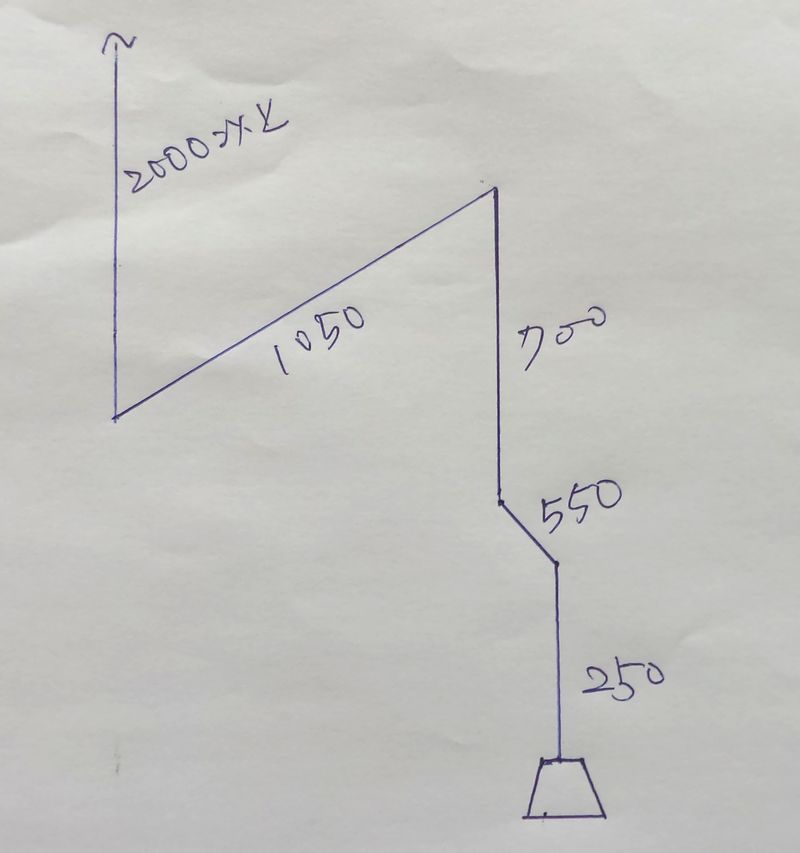
Fig. 2-2: ISO drawing of laboratory exhaust pipe
(2) Preparation of materials (pipe): The pipe material is the industrial piping grade of the petrochemical plant, the material shall be approved by the owner (see Fig. 2-3). The length of pipe is usually 6 meters. The DH Quick-Bending must use the suitable core ejector on the large processing machine, the required spare parts of each size and material pipeline are different.  
Fig. 2-3: Preparing the pipe (left side), pipe and suitable core ejector (right side)
(3) Processing the pipe bending: With the pipe material ready, the machine is also available, let us tame this long object. This article is just a brief introduction, I also don't want the reader to spend too much time studying contents, so I hope to use more pictures to explain it. The DH Quick-Bending prefabrication process, see Fig. 2-4.  
 
 
Fig. 2-4: Bending pipe production (pipe prefabricated) To be honest, watching the operation of the DH Quick-Bending is really a very fun thing. We welcome you to come to our shop to watch the actual situation (of course, business considerations are certain, don't be surprised) . Or, when our company's next round of Quick-Bending technology exhibition, you can come and visit the teachings together (the date will come soon. If you have the heart, you shall know how to let us know). In the continuous photos in Fig. 2-4, we can see how our digital processing machine tames this 5" long pipe and domesticates a hard steel pipe into pipebends. Of course, this is only before the pipeline is prefabricated. In the paragraph, there are processes such as length cutting, ring chamfering, painting, etc. (for the piping industry, these are not hard work). In the future, we will add more elaborate and complicated processes, it also includes digital data link integration, sales channel integration (headquarters type), etc., making this technology even more visible. Here, we still have to blow a little bit about the results of the DH Quick-Bending. In Fig. 2-5, you can see that this 5" long pipe has a total of 4 bends. If you use traditional elbow, there are 8 ring-welds (marked numbers 1-8 in the Fig. Each elbow have 2 ring-welds. It costs about 1.5 to 2.5 man-days of welders and materials. Basically, these 4 pipebends spent only 1 to 2 minutes of time on the digital processing machine. No welding consumables, no undercuts, no inspection, no cutting/grinding/noise, just few man-made, and 100% yield. Simple, complete, smooth, no idiot, perfect industrial work. Is the period insufficient ? Think about it.
Is the budget insufficient? Think about it.
Need high quality? Think about it. You may change to laugh later. If you insist the ancient crafts of the last century, you may be crying later. 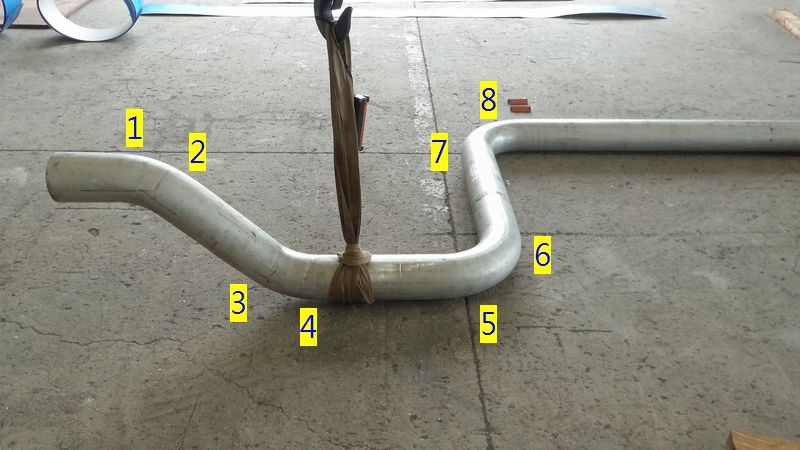
Fig. 2-5: DH Quick-Bending results (4 continuous pipebends, in 3D)
Of course, we also have to mention that there will still be defective products in the Quick-Bending. Fig. 2-6 shows that in the case of improper operation, the wall wrinkles appear at the elbow, and the visible continuous unevenness can be seen. These wall wrinkles can't be leveled by hand or machine. Even if they spend ten times the effort, they are not beautiful; so there is only one result: scrapping. The cost of material consumption will be absorbed by us (the processor), which is why we will require the material supplier to provide a certain margin for spare material processing. Perfection is difficult to achieve every day, it would be a bit demanding. To expose this shortcoming, it is also to let our customers understand and accept: the machine is not omnipotent. This is also the reason why the DH Quick-Bending can achieve 100% yield in the factory inspection. As long as it is visually or hand-touched, it can detect the idiots without seemingly using instruments. When we look at many electronic technology factories, we will all know how high the yield is. In fact, we will eliminate the defective products one step at a time. In the DH Quick-Bending, we also eliminate the defective products before the factory inspection. In the lower of Fig. 2-6, on the right side of the wall wrinkles we can see a lot of slight dents along the circumference of the straight pipe, which is the guide mold clamp used in the bending machine. The straight pipe section assists in guiding the grip caused by the forming. These light marks disappear after the bends enter the polishing/blasting and painting, as shown in the smooth pipe surface shown in Fig. 2-7. The reader does not have to care. 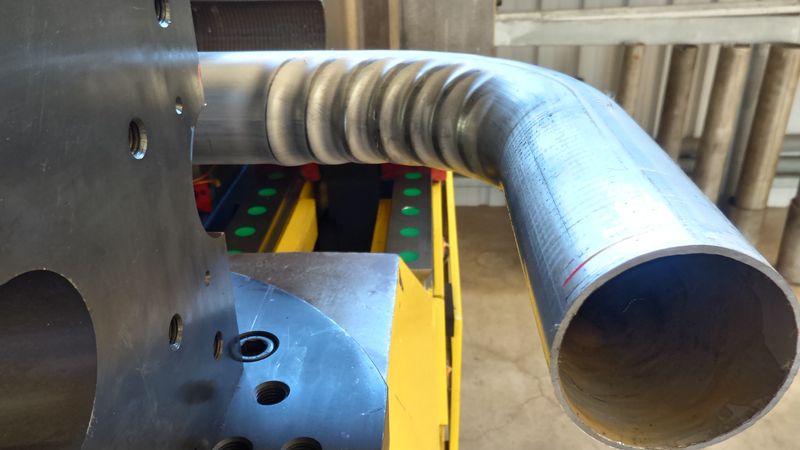

Fig. 2-6: Defective products of the pipebend - wall wrinkles
(4) Finished pipebends: In Fig. 2-7, the finished product of the DH Quick-Bending after polishing can be seen. It’s quite beautiful. It’s hard to reach for weld parts (it is simply impossible).  
Fig. 2-7: Finished product after bending
3. The comparison between DH Quick-Bending and traditional elbow Here, the lack of the traditional pipeline we are going to talk about will be limited to the lack of the inner wall of the pipeline, and will not be discussed everything detailly, resulting in out of focus. We will first look at the actual case of traditional pipelines (this will be very similar to the section report on medical surgery).
3.1 The lack of traditional pipelines Let's take a look at a section of the pipeline:  
 
 
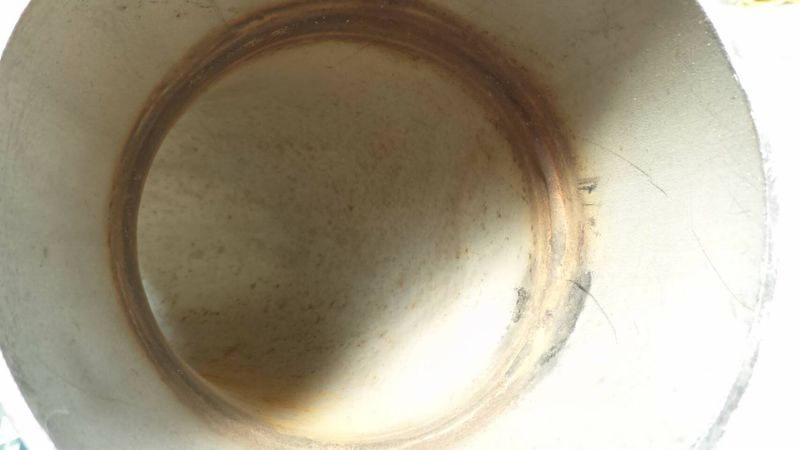 
Fig. 3-1: Inner wall weld bead of a section of old pipe (including elbow)
Generally, when we look at the pipeline, we will give priority to the appearance of the pipeline, and we will rarely notice the inner wall surface of the pipeline (probably reason: it is not visible). The continuous photo in Fig. 3-1 shows the inner wall weld of a section of old pipe demolition (including elbows) (still fresh, we will not use the too old pipeline to show to the reader). Let me first explain that the pipeline material is 4” sch.10s SS304 90-degree elbow. The appearance of the pipeline does not seem to have too much rust, because of the SUS material; if it is an ordinary carbon steel pipe, it is necessary to look at the use of the unit daily to do the maintenance and maintenance responsibility, simply speaking, there is paint. In the middle of the top left picture, the elbow ring weld is still very obvious. Welding, grinding and painting can keep the body quite well. Looking down, there are two obvious points on the inner wall of the pipeline: (1) There are obvious traces of oxidation (corrosion) in the vicinity of the ring weld, but there are significantly fewer other parts outside the ring weld In traditional elbow construction, the ring-welding is used to combine the elbow and the pipe. The high temperature (hundreds of degrees Celsius, depending on the material and welding method) and the welding rod (intermediate material) must be used to combine the two to form piping system components. The high temperature of several hundred degrees Celsius affects the material change of the pipeline material, and also causes a large residual stress, which makes the stress concentration. Once the original pipe is destroyed by high temperature, it will accelerate deterioration. (See Fig. 3-3). In the general piping construction site, there is no long rolling line with sufficient cool down facilities like the steel pipe rolling plant, which can reduce the residual stress by annealing. In addition, if the material of the electrode is different from that of the pipeline, it will be preferentially oxidized (as the case may be), which is one of the reasons for the corrosion of the weld bead in these ring-welds. This pipe is made of stainless steel (SS304), so the corrosion (oxidation) of the undamaged part is not obvious; if it is a general black iron pipe (carbon steel pipe) material (such as ASTM A106), the part near the ring-weld , you can see more than ten times the rust state. However, the corrosion problem is not the focus of this article, and I will leave it to be further explained later. (I will find a black iron pipe that will corrode later for a case review). (2) There are raised weld material on the ring weld: In Fig. 3-1, it can be observed that the inner wall of the elbow ring-weld has obvious protrusions (circular around the pipe wall), which is in the elbow when the pipeline is constructed and the indirect welding between the straight pipes is inevitable. The weld bead is chamfered along the edge of the pipe to carry out the weld bead residue caused by the full penetration and bottoming welding, and infiltrates into the inner wall surface of the pipeline. Usually this means that the original piping construction is acceptable (other variables are still available). These underlying weld bead protrusions may be as high as 3 to 5 mm in height and may be neat or irregular (larger depending on the gap tolerance at the joint of the elbow, and of course also related to the welder's ability), due to It is located inside the pipeline and cannot be removed (for example, ground), nor can it be directly inspected by the naked eye. If it is non-destructive inspection, it is often checked whether the weld bead meets the requirements, not the protrusion. For the flow of the pipeline contents fluid, these weld bead protrusions are regarded as unhelpful. Its presence will cause the inner diameter of the pipeline to decrease (the flow area is reduced) and the roughness to increase (the friction coefficient increases). Each bump causes a pressure loss of the fluid. Originally, in the pipeline fluid flow, the straight line segment has the smallest frictional force (exclude the special inner pipe lining, etc.), especially the smooth straight line segment is smaller, and the elbow itself is a source of pressure loss. The fluid changes direction and may change from laminar pipe flow to turbulent pipe flow. (turbulent flow increases the pressure loss. Generally, the laminar flow will become turbulent through the elbow, which will restored to the laminar flow again when pass through about 5D in length after the elbow). If a ring-weld is provided at each end of the elbow and there is a bead protrusion, which means that the pipe diameter is retracted, of course, the fluid pressure loss is increased. The surface of the pipe wall of the old pipeline may become rougher due to rust or dirt deposition, so the friction coefficient of the old pipe will be greater than the friction system of the new pipe. For example, the continuous 4-bends shown in Fig. 2-5, in the traditional elbow pipe construction method, if each ring-weld has a bead protrusion with a height of 5 mm, it seems that it is not large, but may cause 1 %~2% of the pressure loss (depending on the pipe diameter, material, process, etc., a lot of variables), it will increase the pressure loss by 8% to 16%; if there are more than one elbow, the pressure loss will be higher. It is easy to understand for engineers who are familiar with the operation practices of the plant. These pressure losses will cause negative impacts such as increased equipment capacity (such as, using larger pumps) and increased energy consumption in the short term. In the long term, pipeline system performance will decrease and maintenance work will increase negative effects such as increased security risks. Sometimes, the gap between elbow and pipe is sometimes large, so the welding of the ring-weld will be very large, and the material damage of the pipe will be correspondingly large. That’s most important thing of discussion in this article. The protrusions of the ring welds are also large, as shown in Fig. 3-2, which is sometimes surprisingly large. It is specifically stated here that the above-mentioned situation occurs mostly in the welding construction of the site installation. Generally, it is rare when the factory pipeline is prefabricated, and the joint is usually very close and flat. But it is not entirely impossible. This example is for illustrative purposes only. However, the bead projections(inner) of these ring-welds are almost impossible to remove, and the reduction of system performance is also inevitable. This is the focus of this article. 
Fig. 3-2: The gap between elbow and pipe is sometimes large
Take the road traffic of daily life as an example: the traffic flow on the ordinary straight road is the most stable. When the corner is encountered, the traffic flow and the speed will slow down. If it is continuous cured roads, it will be lowered. Why? This is a bit like the laminar- turbulence flow. The "elbow" and "continuous elbow" in the pipeline system are a bit like this. The thing we often encounter when driving is that there are occasional obstacles on the road. Smaller (or softer) can be passed directly, if it is hard (such as roadblocks , broken tires, etc.), too impulsive to pass will be dangerous, naturally we will slow down. This is a bit like the "bump of elbow ring-weld" in the pipeline system. Q=V*A, when the "circulation area necking" is encountered, the flow rate is naturally reduced, the flow rate is lowered, and the pressure loss is generated. Both of these are processes that are often used in pipelines (traditional piping methods), which have shortcomings but no solution. In the elbow of the pipeline, it is already "decelerating". The projection of the ring-weld is more "decelerating", but the factory pipeline is responsible for some production tasks, and does not allow the "deceleration" to occur. Consumption, increased pump capacity, and sufficient flow, otherwise many devices (such as heat exchangers, reactors, etc.) will be pinned to each other, causing process down. Under the request, the flow rate and flow speed of the contents of the pipeline must be maintained constant, and the fluid impacts the "ring-weld bead" day and night, which also causes the deterioration of the ring-weld. In the petrochemical plant practice, the damage rate of the pipeline system is up to the flange joint, followed by the elbow ring weld, and the straight pipe part has the lowest damage rate. In Fig. 3-3, the damage to the weld portion of elbow ring-weld can be seen. These damages will directly cause the maintenance load of the factory (increased costs, extended downtime), and more importantly, increase the risk of plant operation. If it is a high-risk, high-explosive, highly polluting, highly toxic plant, the risk is even higher.  
Fig. 3-3: Pipe elbow ring-weld is extremely easy to damage, perforation leakage
3.2 DH Quick-Bending improvement advantages Looking at the finished bend shown in Fig. 2-7, we usually only see the smooth appearance of the bend, but ignore the more important smooth inner wall of the bend. No welding, no welds, no projections are the characteristics of DH Quick-Bending technology. This feature comes from the process of cold bending, directly bending the straight pipe into pipebend on the bending machine. The pipe is integrated with the elbow, and the continuous elbow is more effective. (1) Smoother inner wall surface:
Of course, the cold-worked pipebend of DH Quick-Bending will form a smoother inner wall surface (compared to the traditional elbow ring-welding), and the direct benefit is to reduce the pressure loss of the fluid flow of the pipeline contents, so that the pipeline The system is more efficient. On the other hand, long-term and short-term benefits will be better. The working principle of the cold-worked pipebend is that the welding is not used, and the material of straight pipe is directly used for bending and forming. Thanks to the rapid advancement of modern digital technology and the development of the machinery industry, DH Quick-Bending is more precise and easy to use. In Fig. 3-4, you can see the slice cut from the finished bent pipe produced by the DH Quick-Bending (Note: This is for the purpose of thickness measurement of the curved pipe wall, just fit to the discussion of this case, the visual inspection of the inner wall of the elbow is smooth and there is no obstruction. The flow of the pipeline contents fluid in the DH Quick-Bending pipebends should be able to exert the lowest pressure loss (the elbow pressure loss is unavoidable, but should be reduced as much as possible). And the process requirements, pipeline maintenance, and risk management can be provide the greatest help.  
Fig. 3-4: DH Quick-Bending section, smooth inner wall, no protrusion obstruction
(The slight circular mark seen on the elbow and straight pipe interface is the indentation of the elbow fixture) (2) Smoother continuous bends (multiple bends):
DH Quick-Bending With the modern large-scale digital pipe processing machine, the same steel pipe can be continuously bent into a multi-bend type. This continuous elbow configuration will reduce the pressure loss when the pipeline contents flow (compared to traditional elbow ring-welds). In Fig. 3-5, the DH Quick-Bending can make steel pipe of the industrial grade into a smooth continuous multi-bend pipe according to the design requirements. In Fig. 3-6, the DH Quick-bending can be made into a more fancy continuous multi-bend. In Fig. 3-7, the DH Quick-bending can be used to make a variety of bends or continuous bends.
As show above, it just to let the reader understand the diversity of DH Quick-Bending process. It is not necessary to say that it is not only a commonly formed to a 90-degree angle, but also can be easily formed by other specific angles (such as 45∘, 60∘, etc.).  
Fig. 3-5: DH Quick-Bending can make smooth continuous multi-bend
 
Fig. 3-6: Continuous multi-bend pipe that can be made by DH Quick-Bending 
Fig. 3-7: DH Quick-Bending can make kinds of bends 4. summary Four industrial revolutions: The first industrial revolution used the power of water and steam as a power source to break through the limitations of manpower and animal power in the past. The second industrial revolution used electricity to provide power and support for mass production, and also produced machinery. The goal of the machine, the third industrial revolution is the use of electronic devices and information technology (IT) to eliminate the human influence to enhance the precision and automation of industrial manufacturing. The core vocabulary of Industry 4.0 is a smart integrated sensory system that is highly automated and can proactively eliminate production barriers. [1] Industrial piping is produced in response to industrial production needs. It is widely used in the petrochemical industry, energy industry, steel industry, and even military industry. Although the technology continues to advance, the piping industry seems to remain in the "second industrial revolution" stage, the simple judgment indicator is "still using a large amount of labor to participate in production operations." As the times continue to advance, the piping industry has gradually entered the 3D state (3d jobs mean: dirty, dangerous, difficult job), the mentality of workers is constantly updated, today workers also gradually aging, young people do not like to join in piping work. The appearance of the DH Quick-Bending is an attempt to push the piping industry to a more advanced third industrial revolution, which is "Industry 4.0". In addition to reducing production costs, shortening the construction period and improving quality, DH Quick-Bending has introduced advanced concepts such as digital precision production and 24HR production [2][3], and further extended; in the discussion of this article, we can see It can reduce the maintenance cost of the factory, improve the stability/efficiency of the process capacity, and even lower the operating/management risk. References: [1] Wikipedia (inquiries from 2017-10-07), "https://en.wikipedia.org/wiki/Industry 4.0".
[2] Lee Shengnan (2017), “High Security Review of DH Quick-Bending”, Dehan's official website, Taiwan.
[3] Lee Shengnan (2017), “Introduction to Quick-Heavy-Cold-Pipe-Bending Technology”, Dehan's official website, Taiwan.
File download: PDF file - (Traditional Chinese version) (Simplified Chinese version) (English version)
(Note: There may be some differences between the text and the web version)
Technical inquiry: email: service@dehantech.com Production Factory: Yng Zhang Industry Co. – Web , Facebook
Postscript: - For the industrial piping industry, DH Quick-Bending is a new method. In this case, one of the laboratory pipelines was used as an example to briefly explain the high fluency of the DH Quick-Bending. In contrast to the high safety review of the previous section of the DH Quick-Bending, this case combines with the two aspects of the excellent external and internal properties of the Quick-Bending pipe (compared to the traditional elbow ring-welding method), I believe that the experienced engineers can easily understand. (update@ 2017-10-13)
- In the following several exhibitions, we received questions from customers and asked about the fluidity of fluids in the pipeline. Here we have taken several pipeline slice photos to further illustrate the excellent fluidity of the Quick-Bending. These photos are mainly cut directly from the existing pipeline (SUS, stainless steel pipe _4" sch.10) along the weld-ring (the difference can be shown here most). Not much explanation, the reader relies on actual photo interpretation. (upd.@ 2018-11-09)
 
Fig. A-2-1: Stainless steel pipe 4" sch.10 section at the ring-weld (note the welding material inside the pipe)

Fig. A-2-2: Quick-Bending pipe (smooth inside the pipe wall as smooth as the exterior)

Fig. A-2-3:Quick-Bending pipe slice ( 5" sch.10 SUS)
|