案例研究(5)-DH快速彎管的高耐壓性檢討 
李勝男 /德翰智慧科技公司 副總經理
date : 2017-10-29

摘要
工廠的管線系統提供有壓力的流體內容物的流動,耐壓性是管線系統必須滿足的一個非常重要性能。本文將藉由近期一個執行實案例,探討德翰公司的「DH快速重型冷作彎管」技術(以下簡稱:DH快速彎管)的執行成效及高耐壓性檢討。DH快速彎管技術是將傳統耗用大量人力的工業配管作業,利用現代發展的大型數位化彎管加工機台進行一個大量的改良配管彎頭 (elbow)接頭工作,以達到降低成本、降低工期、提升品質、降低品檢負荷、降低日後維修工量、提高工廠操作安全度、提高管線內流體流暢度、提高耐壓性等多方面的成果。 關鍵字: DH快速重型冷作彎管, DH快速彎管,德翰,dehan 前言
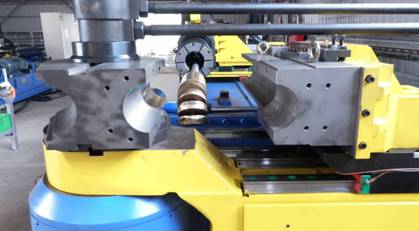
在前面實案例:「DH快速彎管的高安全性檢討」[2],我們檢討了案例中的高壓油氣管線,數百個彎頭環口焊接接頭的其中一個出現微破損焊接裂縫所造成的焊接缺失。在實案例:「DH快速彎管的高流暢性檢討」[3],檢討案例中的製程管線內壁面,因環口焊接的焊道凸起所造成的製程壓損缺失。 在 DH快速彎管的技術層次上,經常被業主及設計單位問到的兩個問題:冷作彎管後的應力殘餘、及冷作彎管後的耐壓性是否足夠。前者在前文中[1][2][3]已有提到,後者是本文藉由案例來檢討的主體,以期平釋對DH快速彎管技術的質疑。 本文將以圖0-1 所示的兩條 1.25吋 160s 油壓管線作為主體,來解說 DH快速彎管的高耐壓性(管內壓力)特性。為簡便閱讀,將多以照片解說,避免深澀文字及學理。 
▲圖0-1:1.25吋 160s管線
一、傳統工業配管方式 1.1 傳統工廠管線系統的運作方式 在工廠運作中,必須藉由管線將生產物料或操作物料由一端輸送至一端,而這些物料(管線內容物) 主體不論其為氣體、液體、或粉粒體、或混合流體等,都是流體,否則是無法在管線中流動的。要使這些管線內容物流動,必須使用壓力流的方式,最常用的方式即是使用泵浦 (pump) 予以加壓泵送。(註:本文是以鋼鐵業管線為實例,但主要說明石化業工廠管線系統) 生產製程 (process) 對管線內容物的”供給量”有一定額的穩定需求量,必須使管線內容物在一定的時間內達成特定的流量,才能滿足製程反應所需。運用簡單的流體力學公式:Q=V*A,當管線面積(A)是固定時,要增加流量(Q),就只能用增加流速(V)來處理。要增加流速,就只能增加流體壓力,所以工廠管線流體多是壓力流;當然,也有少數的重力流,例如一些污排水類管線 (註:這些都不是工廠主要的管線類)。 管線內容物的壓力越大,就會對管壁產生較大的管內壓力,這些管內壓力在設計上是被用來選用管線材質、管徑、等級(壁厚)的依據。對相同材質的管線而言,壓力越大,所需的管壁厚度越大(價錢也是越貴)。 一般製程流體的內壓力還比較小,如果是操作用的流體管線,例如機械操作用的油壓管之類的,尚負有推動其他設備的動能需求(如油壓缸或摰動器等),也就是說除了輸送流量的要求外,尚負有輸送動力的需求,流體傳送的速度一般也都要”超快”,以求滿足機械瞬時操作所需。所以,這些機械操作用油壓管的內壓力就會很高,通常比工廠製程管線所需的壓力來的大上許多,對管線系統而言,管線材質強度、管壁厚的要求更高。 管線在承受巨大的管內流體壓力時,通常會以材質強度及管壁厚度來作設計。材質可能會與管線內容物的物性相關,有時要求抗腐蝕等級、抗酸、抗鹼都有(如SUS 304、316等),材料強度各有不同。剩下的,就落到了”管壁厚度”的設計上了。(註:本文只談圓管,不談方管類) 在管線工程的配管實務上,管線並不是天然(或軋製成品時)就是一條完整、彎曲自然無缺的管線,而是經由許多零件所組成。傳統的配管施工上,這些零件大致上除法蘭外,大概區分為直管 (pipe)、彎頭 (elbow)。管線系統主要是將許多的直管和彎頭予以結合,組合成適當的長度、角度,以便在立體空間中自源頭端到達目的端。這些結合的手段,有法蘭接頭 (flange connection),少部份在低壓系統(如自來水管)還可以採用公-母螺紋式 (thread) 的結合方式,但最主要的接合方式仍是使用焊接結合 (weld)。在管線配管上稱為環口焊接,簡單的講,即是使用焊條作為媒介,將兩側的管線(直管或彎管)予以連接結合。 這些焊接連接有時是「直管-直管」型式,主要是用在管線的延長(因管線出廠時長度一般為6米長,有軋製、運輸、計量上的考慮)、有時是看在庫存零料的消耗(尤其是特規材料時)。有些則是「直管-彎頭」型式,這是本文主要的討論標的。
1.2 傳統管線系統中的「直管-彎頭」接頭型式及弱點
這些「直管-彎頭」接頭型式,主要是用在管線進行方向的改變,有平面轉彎、垂直轉彎,也有二者的結合(立體),角度多為 90°為主,其次為 45°。轉彎角度當然也可以是其他指定角度;但設計是一回事,配管施工是現場實施,也要看工人的角度作不作的出來、好不好焊接施工,所以一般都是 90°為主,45°為輔。配管施工上,越是奇怪的角度越是”厚工”,成本也越貴。 因為「環口焊接」的結合是使用高溫(攝氏數百度)燒熔焊條與母材,除了焊道本身即是接頭上的弱點之外,瞬間高溫熔接的作法也會讓母材產生材質上的脆化、弱化、劣化,甚至產生裂紋或沙洞(有些跟焊工師傅的手藝/熟練度有關),進而降低原有管線能承的內壓力容量。設計上都是直接以「增加管壁厚度」作為解決,也就是管線等級往上調個一到兩級,來加以處理。這些其實也就是讓材料上的弱化因子自然而然在「壁厚的增加」中消失。 1.3 傳統管線系統中的彎頭零件 傳統的彎頭零件,除大尺寸管徑彎頭有採多彎鈑焊合組成外,小尺寸管徑彎頭多以高周波加熱彎管型式在加工廠中予以製造(見圖1-1)。可以見到將鋼管(圖右側)瞬間加熱到高溫軟化程度(可由圖中紅通通的彎管看出溫度的局部且快速的提高)、擴張、彎曲、裁斷、冷卻(快速冷卻?)。 
▲圖1-1:傳統彎頭是在加工廠以高周波加熱彎曲製造 (摘自Youtube)

▲圖1-2:傳統彎頭,包裝/運輸相當費時 [1] 這種高周波加熱彎頭有幾個特點: (1) 須耗用大量電能。
(2) 工作場所襖熱,工作危險性高。
(3) 彎頭零件在熱彎後,材料漲伸變化,須後段裁切修整,二次加工。因彎頭受有高熱,須在退熱後才能再加工。
(4) 只能製作單一彎頭,且通常為單一90°彎頭型式;如要其他角度(如45°彎頭),須再裁切 (可能有零廢料浪費)。
(5) 彎頭在加工廠完成後,再打包運載至配管業工廠進行預製或工地組立(見圖1-2)。彎頭零件廠屬於接單訂製,匯整、購備料、生產排線、加工、品檢(這點有質疑)、包裝、運輸等程序都需要時間作業,難怪工期拉長。
(6) 冷卻過程過快,依然會存在極高的殘餘應力。(若冷卻速度太慢,則會影響工廠作業時間、空間、機具及人力) 傳統彎頭因加工廠與配管業者通常分屬不同廠商、不同地點,彎頭零件須經打包運載,相當費耗費力(即成本及工期)。不要小看包裝,這工作對於金屬材質的彎頭而言,算是相當笨重,包裝費時費人,運輸費時,對成本必有增加。有時彎頭零件若是由業主或上包購入,再供料轉交給配管包商施工,又會有一次轉運產生;點交清運也是費時費力,對成本也是必有增加。
在管線預製的作業上,以 90°彎頭為例,前後端都是與直管以環口焊接結合 [2][3],通常至少有一端是在工廠預製,另一端可能是工廠預製或工地組立(可能便於再度運載至工地或安裝處)(見圖1-3)。(註:工廠預製視場所而定,可能在配管業者工廠內,也可在工地左近臨時設立的預製場) 
▲圖1-3:傳統彎頭和直管以環口焊接結合(工廠預製) [1]
 
▲圖1-4:傳統彎頭環口焊縫處較易破裂 [1] 傳統彎頭環口焊接的缺失,已在前文中敘及[1][2][3],不再多言。在新技術未發展出來前,工業配管施工也只有環口焊接唯一種結合方式,其缺失有: (1) 高溫鎔接: 環口焊接也只能在攝氏數百度的高溫下,將高強度的焊條與鋼管母材予以鎔合,高溫燒灼的效應其實也同時破壞母材,使其材質脆化、劣化、弱化。 (2) 焊接處易破裂: 環口焊接處多採全滲透焊的方式,焊條是較易氧化的,臨接的鋼管母材因受高溫影響,也較易氧化(因材質已受高溫改變)。在工廠實務中,環口焊縫部份(可能是焊條,也可能是鋼管)一向都是較易出現破裂點,造成工安風險(見圖1-4),主要是因為高溫導致材質劣化。 (3) 環口焊接必須使用大量專業焊工: 環口焊接是全滲透焊方式,多有安全顧慮(尤其是易爆危險的石化廠類),甚至容不得焊道處有任何沙洞。只要焊工在環口焊時,專業的”手”多停個 0.5秒、或少停 0.5秒,或是多抖兩下,或先去抽個煙再來續焊等,都會產生焊道品質上的不同 (不是每個工都是”焊神”);有時電焊機的品質、機具新老等也會有影響。
不是說使用人工就不好,而是人工作業易引起較大的品質變異(可能會因天候晴雨、情緒波動、體力負荷、工具使用、安全防護、作業空間、培訓程度、工作經驗等眾多因素影響)。以石化業建廠或維修為例,管線焊接工作量非常高、工期迫急,必須動用眾多焊工,常有加班,甚至徹夜搶工,極易影響品質(風險)。 (4) 環口焊接處的維護較為不易: 彎頭的環口焊接處,多為全滲透焊。焊道處表面即使經過研磨,畢竟不如原有鋼管面光滑。以塗裝防鏽而言,終究不如鋼管原始表面直接噴砂塗漆處理的防鏽蝕效果,易使日後維修量增加、風險增高(參見圖1-4)。 以石化廠管線為例,本地工廠已是高度重視工安,但廠內眾多管線都是呈現高密度集中、交錯佈置,只要有一條管線出了問題(如洩漏、燃燒、爆炸等),就可能引發連鎖性大事故,焚燒數日,甚至整廠燒毀,本地案例實際存在,管理風險責任不小。 二、個案說明 建物工址:高雄市。
建物分類:鋼鐵業,碼頭作業區。
工程性質:維修。
特別要求:工期短。
使用技術:採快速彎管。 本文採用該案中的兩條管線來加以簡易闡述。
2.1 DH快速彎管可以承受巨大管內壓力
 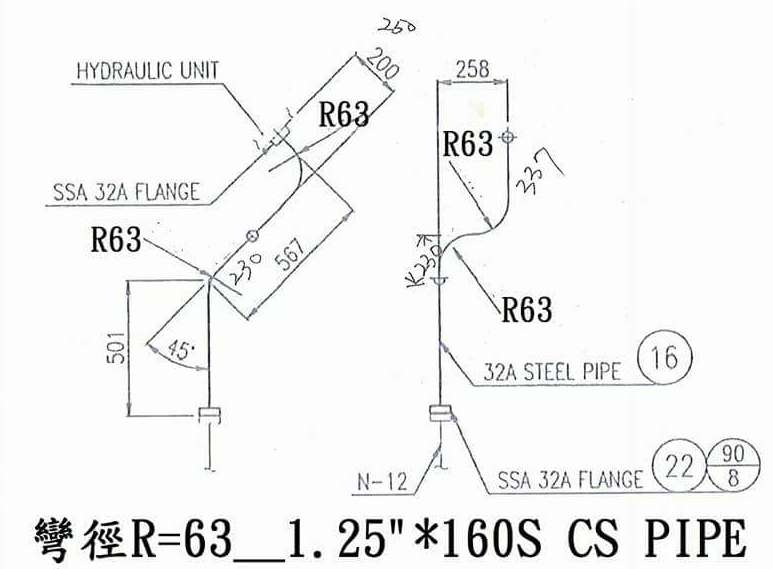
▲圖2-1:1.25吋160s(厚度6.4t)油壓管線(連續4彎管)、ISO配管圖
於圖2-1 中所示,為 1.25吋 160s (厚度 6.4t) 鋼管,是使用於碼頭卸煤機的油壓管線,承受管內壓力設定為 300 kg/cm2 以上。舉這兩條管線為例的目的,乃是為破除許多人的意識迷信,老是認為冷作彎管的彎頭部位,因為金屬鋼管受拉張後,管壁變簿,會有裂管可能性增高的缺點。 實務上,以上述管線而言,業主方要求的承壓力必須高達 300 kg/cm2。對行家而言,這是一個相當高的管壓,比起一般石化業製程管線系統所需承受的管壓都來得高出許多。當然,這管線是操作用管線,應用於油壓機能,瞬時操作的要求下,傳送壓力很高、速度很快,所以才會有如此高的要求。(註:這種 160S 的管線相當難一見,有些業內可能一輩子都未見過。業主知道門道,特意找上我們) 以 300 kg/cm2 的管壓要求都可以滿足到達,其他更小的管壓力要求應是可以,這點大概不會有人再有意見吧。如果還有異見,那可能反倒要檢討一下,是不是自己觀念太保守了,或者是公司預算編的太浮爛、工期要求太寬鬆,而還在使用傳統的配管方法。 我們都已經進入21世紀了,也該讓工業配管業擺脫勞力密集的工業2.0生產型態,先一小步跨進「工業3.0」行列了吧。很遺憾,DH快速彎管還談不上工業4.0,不能亂吹。但我們會繼續努力,改進智能化整合,以邁向工業4.0為目標。哈哈哈,相信一定是有機會的。 當然,這樣的 DH快速彎管尚有其他的優點: (1) 成本低。
(2) 工期短。
(3) 精度高。
(4) 耐壓力強。
(5) 維修量少。
(6) 其他,請自行參酌。 本文以這一小段高壓管線作為實例檢討,其實只是很簡單的陳述,DH快速彎管是可以承受巨大管內壓力的。 2.2 DH快速彎管的耐壓性檢驗 在彎管品檢上,我們建議兩種簡單方法: (1) 管壁厚度檢驗: 在金屬直管直接彎管加工後,幾乎可以直接進行檢測(線上或線下皆可)。坊間市售有許多類型的厚度檢驗儀可供選用;目前我們廠內採用的測厚儀之一是美國製 Dakota MX-3 超音波測厚計,可即時施測(見圖2-2)。客戶若有更精確的要求,也可選擇送至專業機構檢測(如SGS或金屬中心),具公信力(檢驗有成本是必然的)。 我們認知上,除第一次合作外,專業送驗可能是無此必要的。相同的機台、模具、控制程式;這流程在科學的角度上而言,是屬於可重復施行的程序,確保相同的材料,在相同的程序下,可以被重復的產出相同的產品。相同的直管材料(實在沒什麼料好偷的。若是業主或上包供料,從源頭就加以控管,更是偷無可偷),機台施作速度很快,工期也不成問題,無趕工必要。 機台彎出來的彎管品質幾乎相同,實在看不出來能偷什麼。不過,若是客戶想付費送驗,也沒什麼好攔阻的,只是過程中會多耗費工期成本而已,等機構正式報告更久,不如直接線上檢厚。 我們也可以接受客戶委託,逐件線上檢厚,使零件履歷更完整;當然,作業成本得加一些上去(在商言商)。 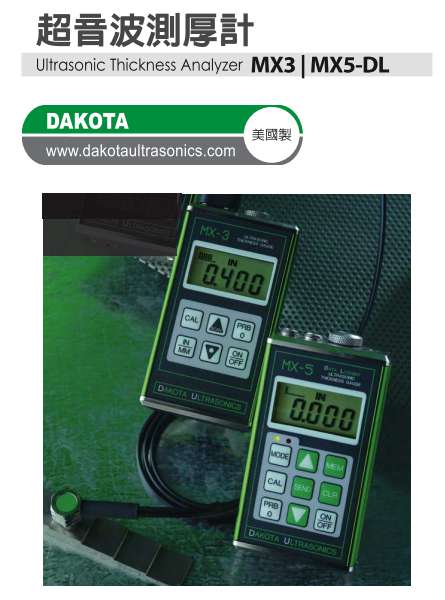
▲圖2-2:美國製Dakota MX-3 超音波測厚計
在圖2-3中所示為 DH快速彎管之部份適用鋼管(視材質、等級而有適用變化)。在圖2-4中所示為 DH快速彎管彎製後記錄真圓度及減薄率數據(視材質、等級而有變化)。
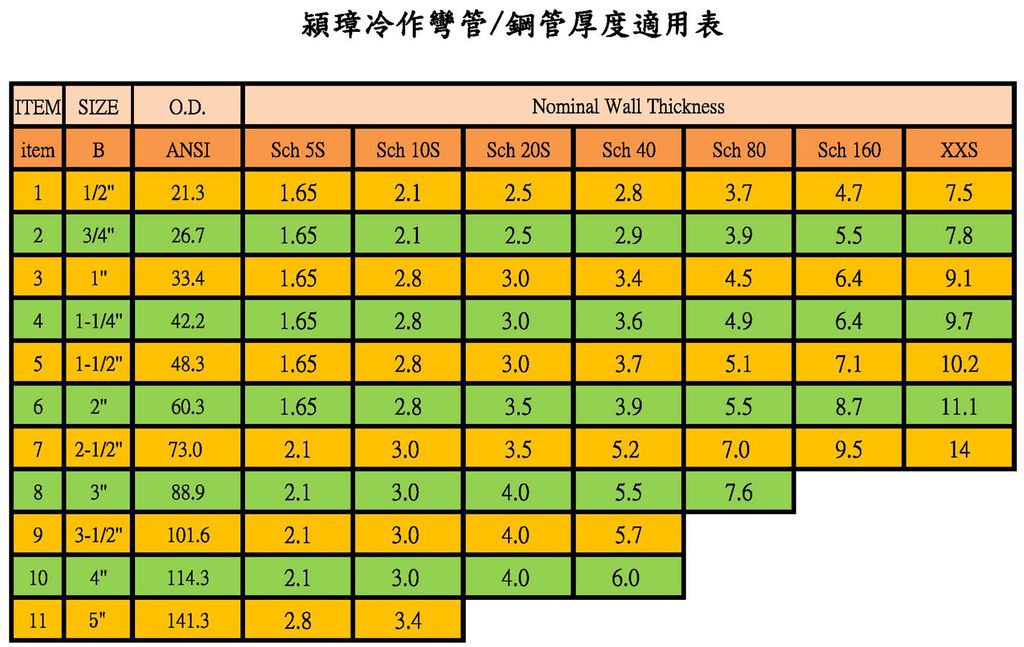
▲圖2-3:DH快速彎管厚度適用表 (1/2”至5”管規格與等級)

▲圖2-4:DH快速彎管彎製後記錄真圓度及減薄率數據(1/2”至5”管等級)
(上表為部份實測數據,正確性將視個案情形而決定) (2) 彎管零件直接耐壓試驗: 檢驗是確保品質的最佳手段。設備或壓力容器等成品所必須進行的耐壓試驗(俗稱加壓試水),可透過委託第三方代檢(如:工業安全衛生協會等機構),來實踐品檢的可靠性。管線成品也是可以採用類似的耐壓試驗予以核實,這是最可靠的品檢方式之一。 我們廠內可以進行一些特定管徑以下、特定水壓以下的簡易檢驗(抱歉,廠內裝備有限度,檢驗也不是我們本行),可滿足客戶的一部份需求。 當然,要求較高較嚴謹的客戶,仍可選擇送第三方代檢。同理,成本及工期都必會增加。 2.3 DH快速彎管極適用於石化業管線 如圖2-5所示,為另一實案例,使用於石化工廠的管線彎頭與 DH快速彎管的比較。管線材質為 2” 160s SUS304 級,屬於較厚重的管線、內壓大、耐酸鹼要求高,一般應用於石化廠中製程管線。 在圖的右上圖中,可以明顯看出,傳統彎頭與 DH快速彎管的差異。不必待彎頭零件料,直接彎管,彎管後,可設計接管焊接在延伸的直管上(相同條件下,”直管-直管”的焊道是比”直管-彎頭”的焊道品質來的好很多),有效節省零料耗損,更重要的是人力節省甚多,工期節省甚多。  
 
▲圖2-5:2吋 160s SUS304 傳統彎頭和 DH彎頭比較 石化業管線種類繁多,材質、管徑、等級變化極大,不便一一舉例說明。在上圖中,我們使用照片比對的方式來作一個簡易說明。石化業風險較高,業主一般比較保守,從事專業管線設計的工程師,也都是較為謹慎的。在傳統的管線系統中,以彎頭零件為例,破損發生多在焊道(及臨接鋼管母材),鮮少發生在彎頭本體及直管。其原因主要在高溫燒焊,破壞了原有材質。 傳統的管線系統必須借助「直管-彎頭-直管」的接合方式,才得以完成整體的系統配置。直接彎管其實已經面世多年,但為何不為石化業接受呢?其原因在於以前的彎管機具(及模具等)不夠進步,出力不足、精度低,品質控管無法滿足要求,只能進行一些薄管(如欄杆等)的彎曲,不太講究安全/品質。現在,DH快速彎管技術出現,藉助更現代的數位化彎管加工機台,更大出力、更高精度、更快速度、更佳品質,已能滿足各界對彎管的耍求,特別是能滿足重型工業配管(如石化業、鋼鐵業等)的需求,而且更好。(見圖2-6) 
▲圖2-6:DH快速彎管的數位彎管加工機台 傳統管線系統必須完全仰賴「直管-彎頭-直管」的環口焊接接合方式,耗時、費工、浪費材料、品檢多,簡言,成本高、工期長、品質差。因 DH快速彎管技術的出現,大量改變傳統的接合方式(仍無法百分百免環口焊接工作,但可以大量降低其數量),可以使本地工業配管工程迅速升級。 三、結論 上文1.2節中四點缺失多已在前文中[1][2][3] 已經點出,在此處重復陳述的原因主要是為了與本文的主題:「DH快速彎管耐壓性」相對應。由上列缺失,我們可以知道,以石化業配管而言,管內壓力的損害管制主要來自環口焊道及周圈管線母材的破壞,反而與彎管本身的減薄無大關係。 為了克服這些環口焊縫的缺失,管線系統在設計時,都以加厚升級方式予以消彌缺陷。DH快速彎管是直接冷作彎管,彎曲過程都是由高精密度的導模夾具予以制約,加上數位程式的精準控制,基本上,DH彎管本身即是一材質均勻、壁厚均勻的光滑彎管,沒有突兀的破損點(如焊道沙洞、裂紋等),在承受管內壓力上,並無缺失。以標準的管線而言,其能承受的管內壓力其實都遠超過管線內容物的壓力要求。 除了藝術品類的特殊要求外,在工業生產上,以人工作業在產品的品質及精度控管上,是遠不及機械控管;特別是再加入數位控管 (CNC) 機制後,更是遠遠不及。如果再加上長時間的工作 (例如 24HR 或工期急迫性工作),機械作業是隨伺待命工作,精度取決於導模夾具及程式控制;而人工作業只能以 3~4輪 班工作因應(成本驚人的高,效益品質驚人的低),其效率、精度(品質)、甚至工安,只能用望塵莫及來形容。 本地的勞動政策及法律規定也漸趨嚴謹,向勞工方傾斜是必然的,也是世界各工業國進行中的趨勢。DH快速彎管技術即是在數十年的工作經驗中磨練出來,追求成本、品質、速度、檢驗的最佳化。 傳統的工業配管業,既不是服務業,也不是製造業,是工程業。DH快速彎管技術的導入,則是將工業配管業的工作重新規制的更像製造業、工廠化、標準化、流程化,以更新的、更大的彎管加工機台取代昂貴的人力作業,追求更高的良率。 參考文獻:
[1] 李勝男(2017),”DH快速重型冷作彎管技術簡介”,德翰公司,台灣。
[2] 李勝男(2017),”DH快速彎管的高安全性檢討”,德翰公司,台灣。
[3] 李勝男(2017),”DH快速彎管的高流暢性檢討”,德翰公司,台灣。
檔案下載:
PDF檔 - (繁中) (簡中) (英文版) (註:可能與網頁版會有部份文字潤飾之差異)
技術洽詢: email: service@dehantech.com 製作工廠:潁璋工程興業有限公司 、Facebook
後記: - 工業管線配管工程中,管線是不允許有任何"破裂",甚至"微裂縫"產生,因為這會引起莫大的工安事件。許多人對"彎管"的認知,還是停留在上個世紀的"管子彎曲"的印象,好像管線最易從這個彎曲管的地方破壞。事實上也是沒錯,"彎管"處強度畢竟是劣於"直管"。但在實務上,"彎頭環口焊"更劣於"彎管",而且工安隱憂更大(風險更高)。之所以"彎頭環口焊"還在管線設計及施工中被應用,主因有二:(1)是因為直到20世紀末,都沒有更好的解決方案。就是:若你不用,就沒招了。(2)在設計上,已經加了許多的安全係數在彎頭環口焊上,足以涵蓋缺失,除非 ..... (因素很多,主要還是發生在人為面)。
DH快速彎管的出現,就是為了解決這兩個難點。(update @2017-11-07) |





")